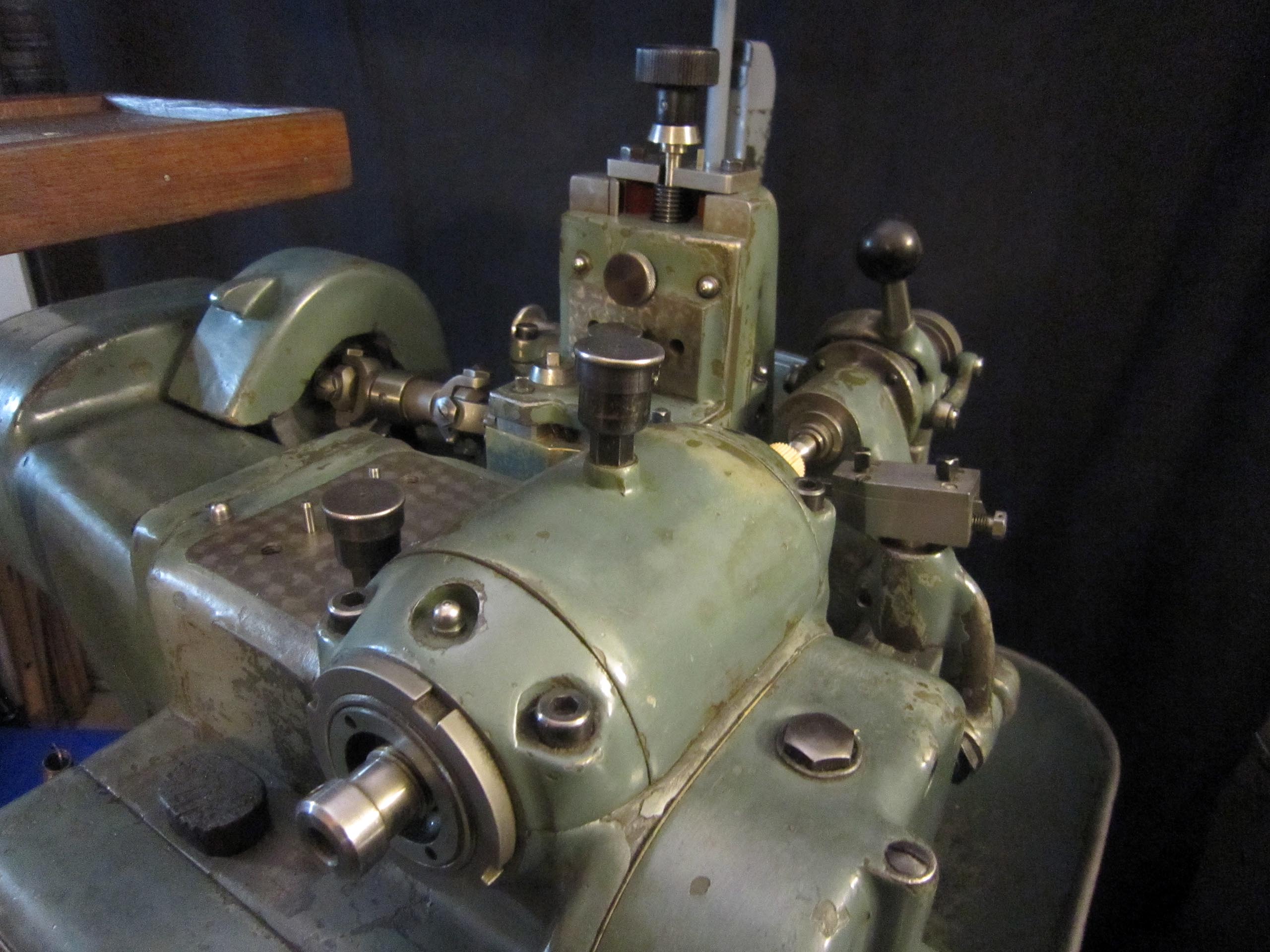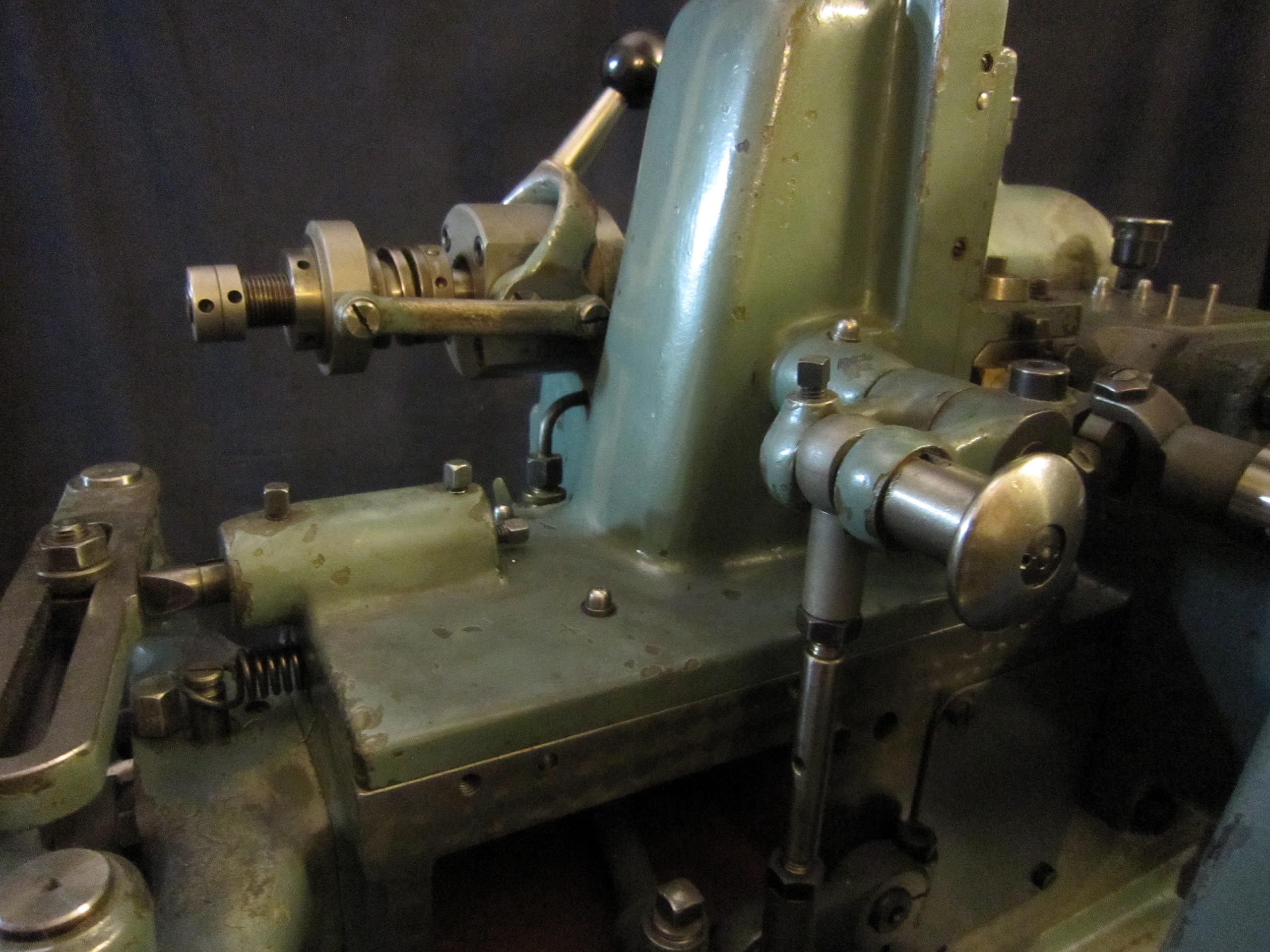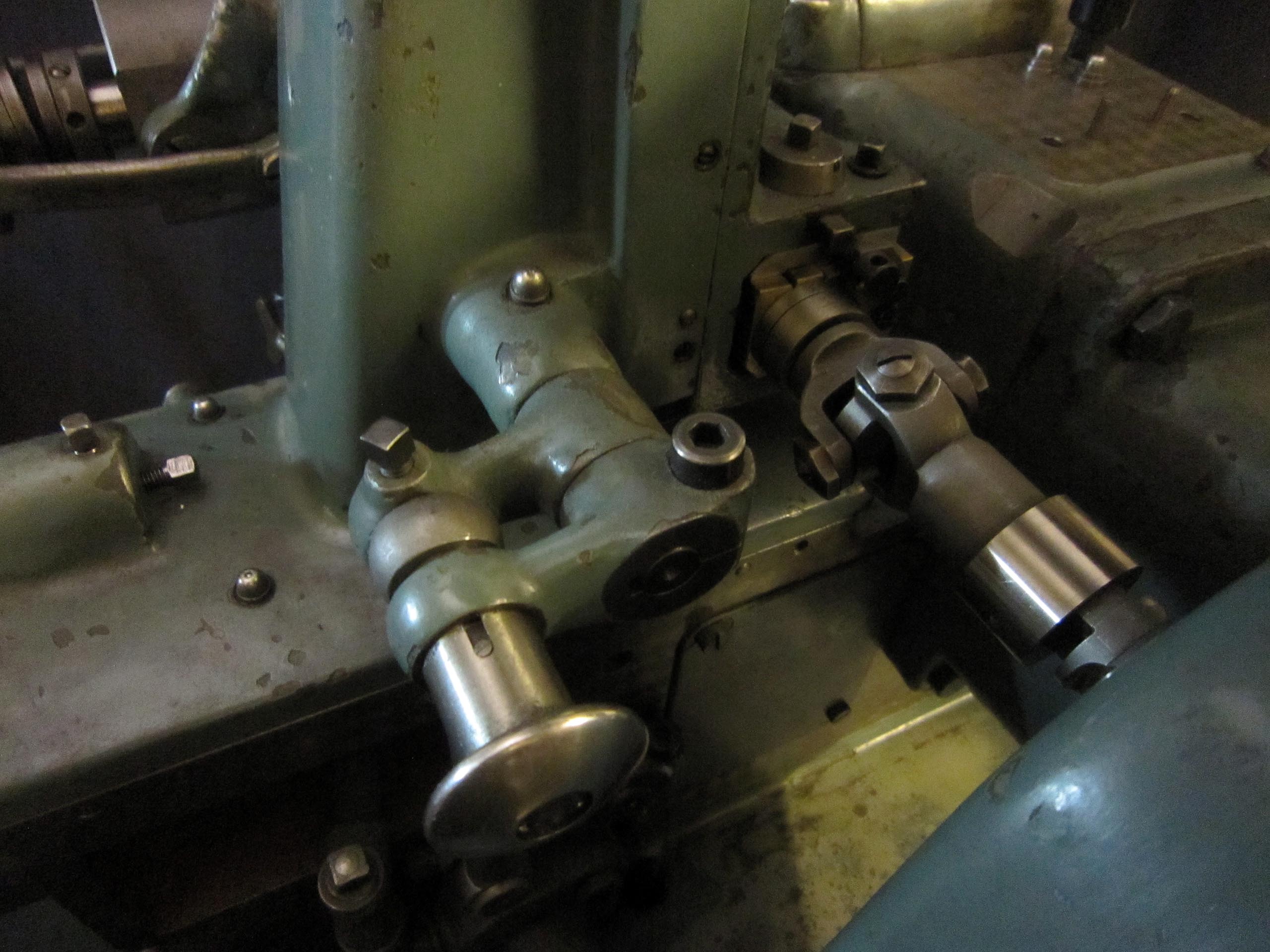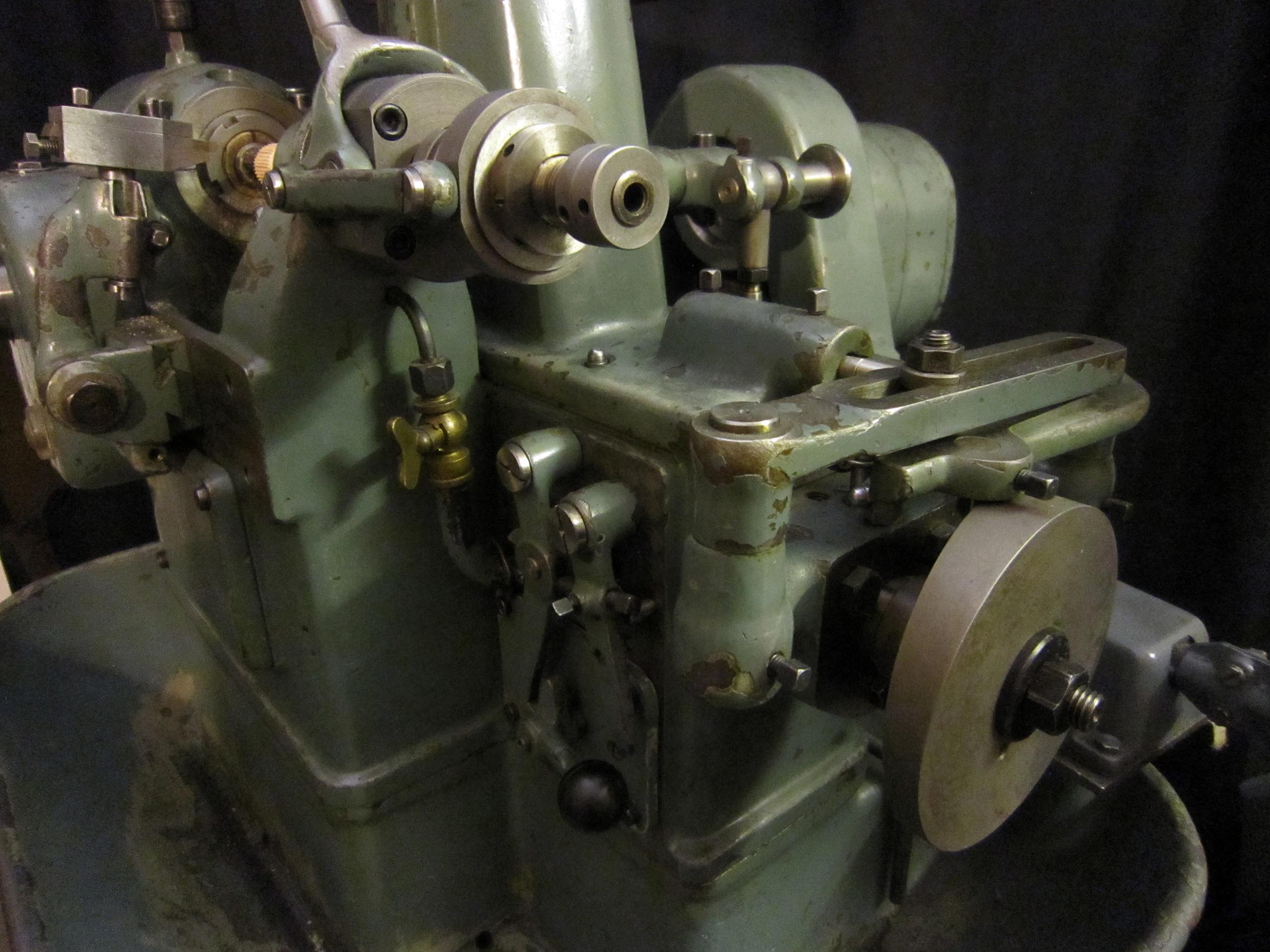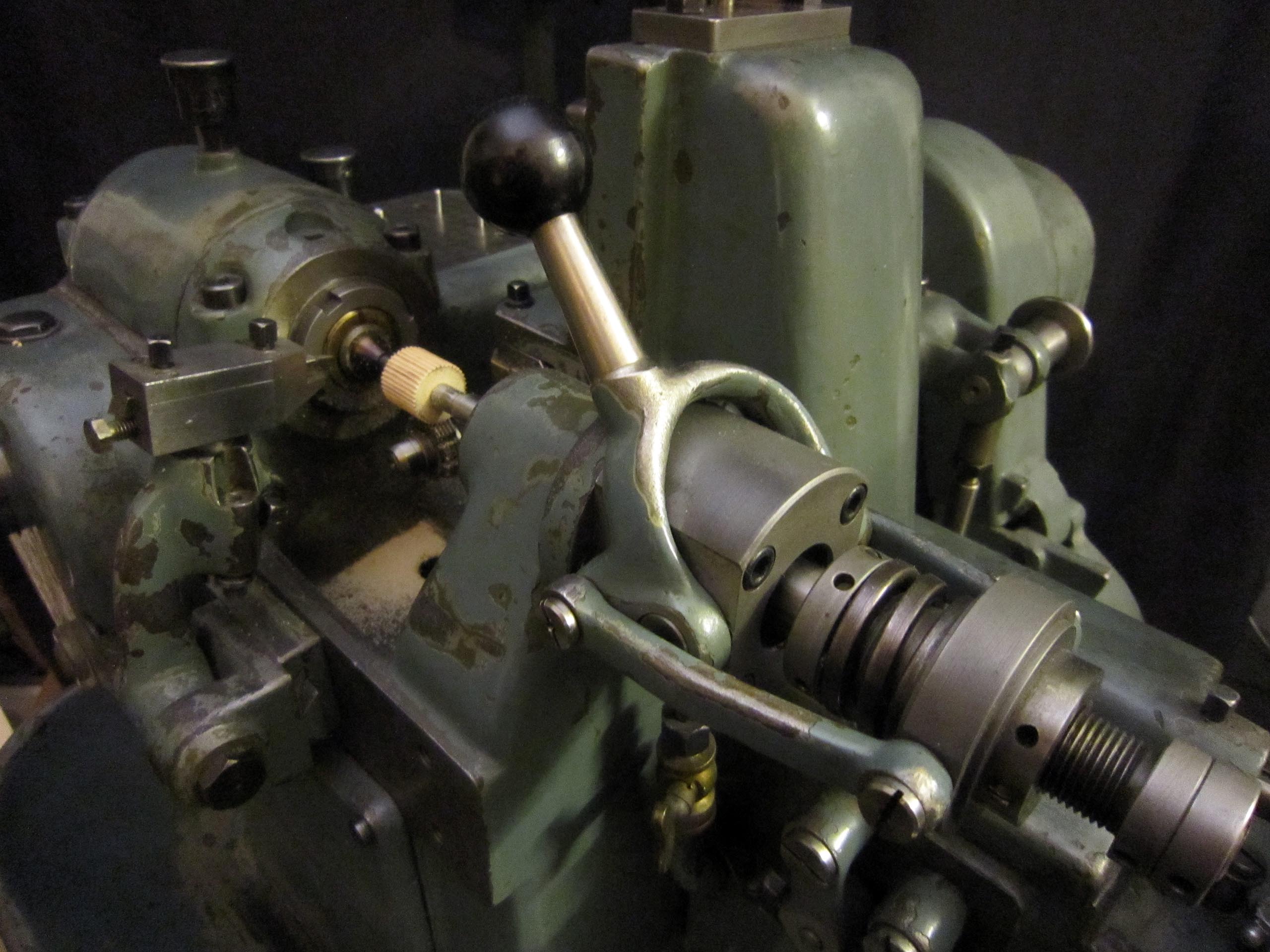
In my workshop, I use the gear hobbing machine manufactured by Alfred Gauthier GmbH, model W1, built in 1951.

The hobbing method offers advantages over the indexing method (milling with module disc cutters or end mills). The form accuracy is significantly higher because a single worm hob can produce gears with virtually any number of teeth in theoretically exact geometry. With a properly designed fixture for the workpiece, possible indexing or centering errors are eliminated.

The blanks are fed either manually or via an automatic feed device. Burrs produced during milling are removed with a special deburring tool.
Pinions can also be milled automatically.
Gear hobbing is performed using a worm module cutter. The worm hob is essentially a screw with a module thread in a trapezoidal profile. In the normal section, the thread has the profile of a rack whose module corresponds to the gears being cut; the thread profile of the hob is interrupted by flutes.