Repair and restoration of a table clock with a verge escapement, driven by a fusee (cone) and chain.
Maker unknown, presumably France/England after 1700.
Before you stands a wonderful antique clock, approximately 300 years old. This particular example can most likely be classified as an object of museum interest.
The clock case is made of wood. The door and side panels are decorated along their entire perimeter with brass plates featuring floral inlays of stone and mother-of-pearl, while the remaining surfaces are coated with shellac. The tapered upper section, resembling a tent, is also decorated with brass and inlay work. The table (mantel) clock is crowned with a figurine of a reclining lion. The height of the case is 26 cm. The curved feet, decorative side elements, and the arched element above the door are cast in brass and gilded.
It appears that the case was made independently by a cabinetmaker rather than specifically for this movement, as there are hooks, wooden attachments, and cut-outs that serve no functional purpose. The movement of a pocket watch was later adapted into the case of a mantel (table) clock. This practice was widespread in France during the 18th century.
Wooden case, painted dark; exposed areas coated with shellac
Curved feet and decorative elements cast in brass and gilded
Case dimensions: height 26.2 cm, depth 6.1 cm, width 13.4 cm
Dial
Champlevé dial made of silver
Roman numerals indicate the hours
Arabic numerals indicate the minutes
Hands made of gold
Movement
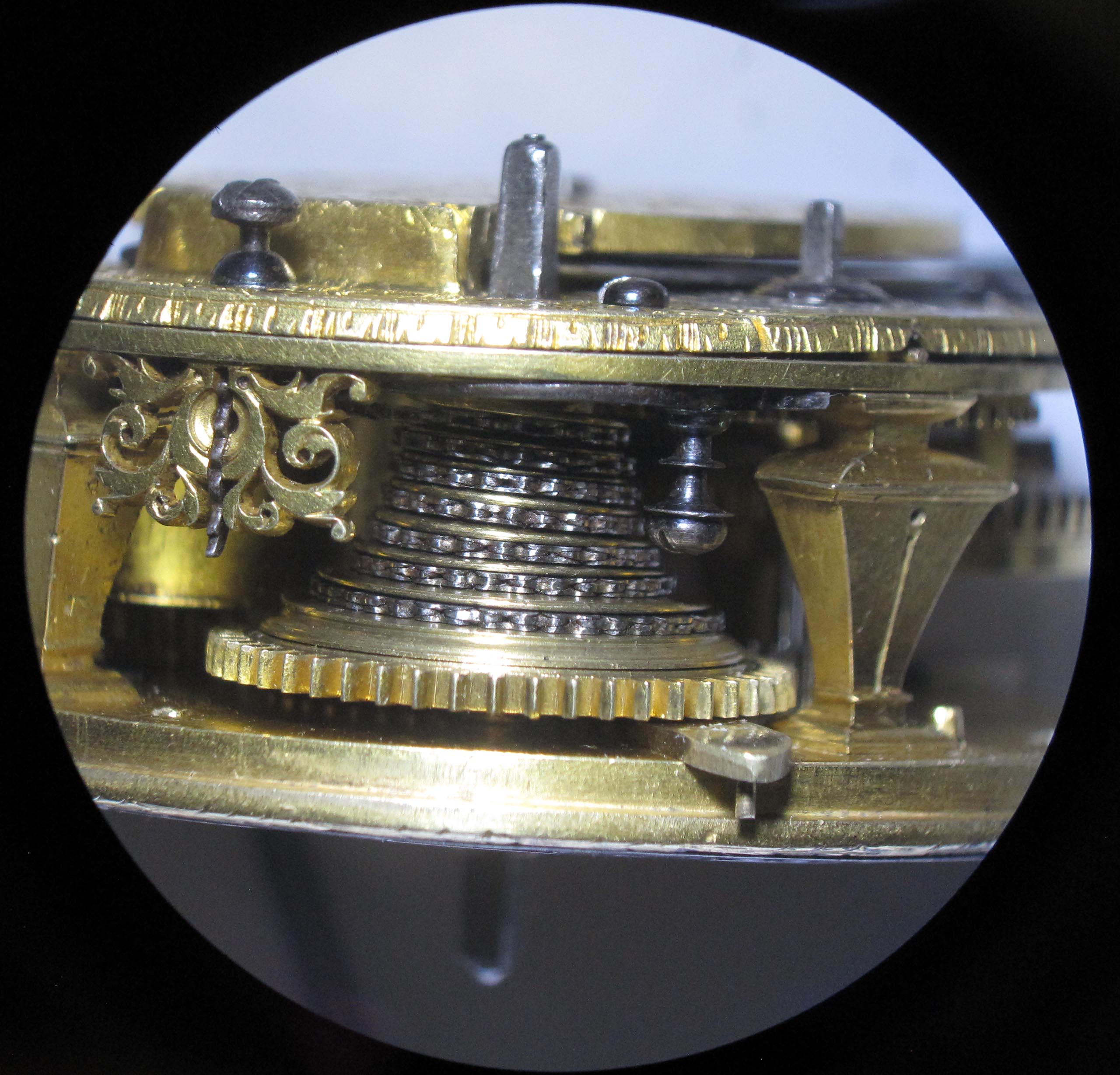
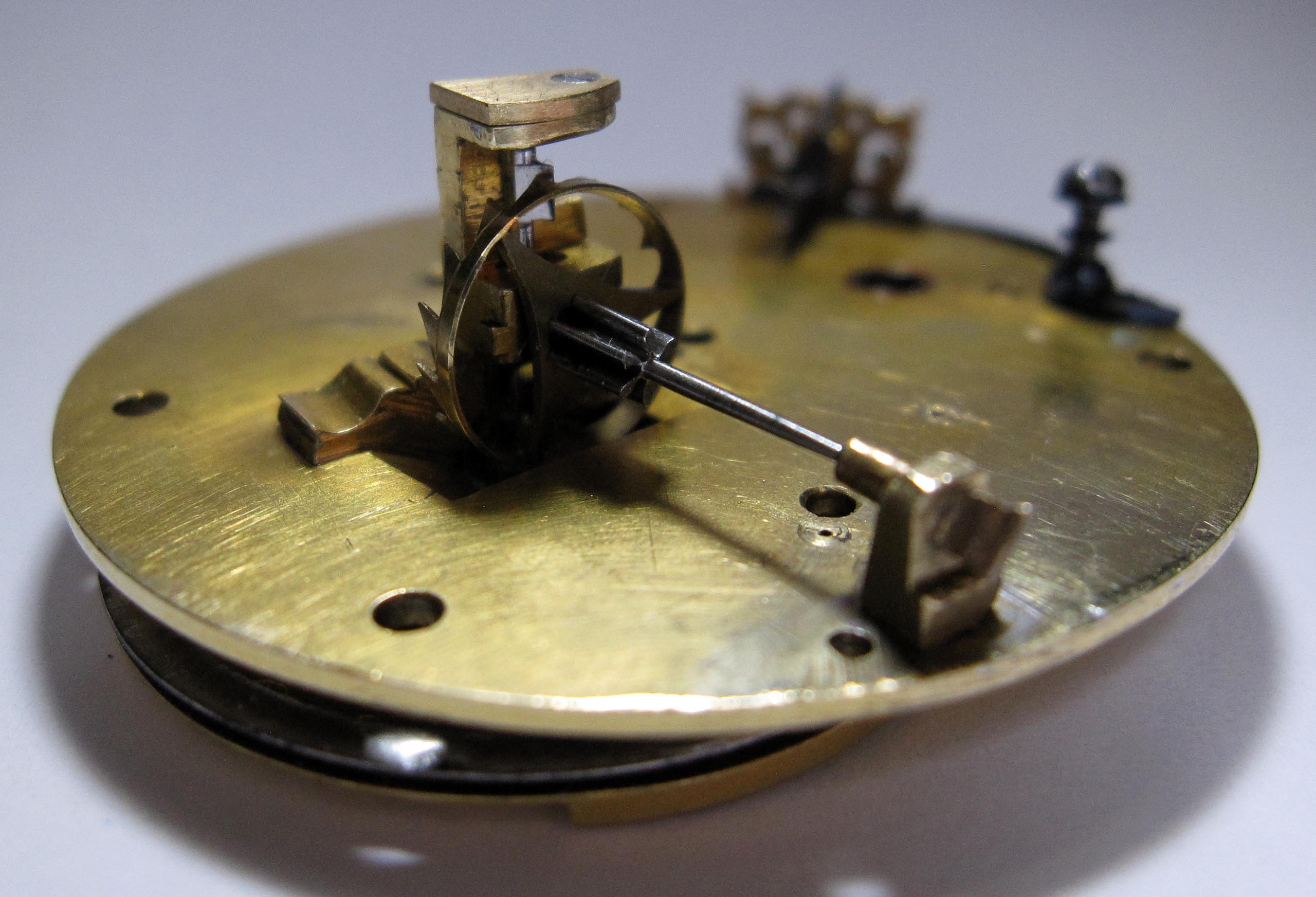
The movement features a verge escapement with a balance wheel and hairspring, driven by a fusee and chain.
This type of escapement was invented in 1673 by Christiaan Huygens and was first implemented by his Parisian clockmaker Isaac Thuret. The inner end of the hairspring is fixed to the balance staff, while the outer end is secured to the plate. Thanks to this system, the accuracy of timepieces increased significantly, which led to the addition of a minute hand to the dial alongside the hour hand.
The verge escapement was used in pocket watches until the first third of the 19th century, and in stationary clocks until around 1860 (Comtoise clocks).
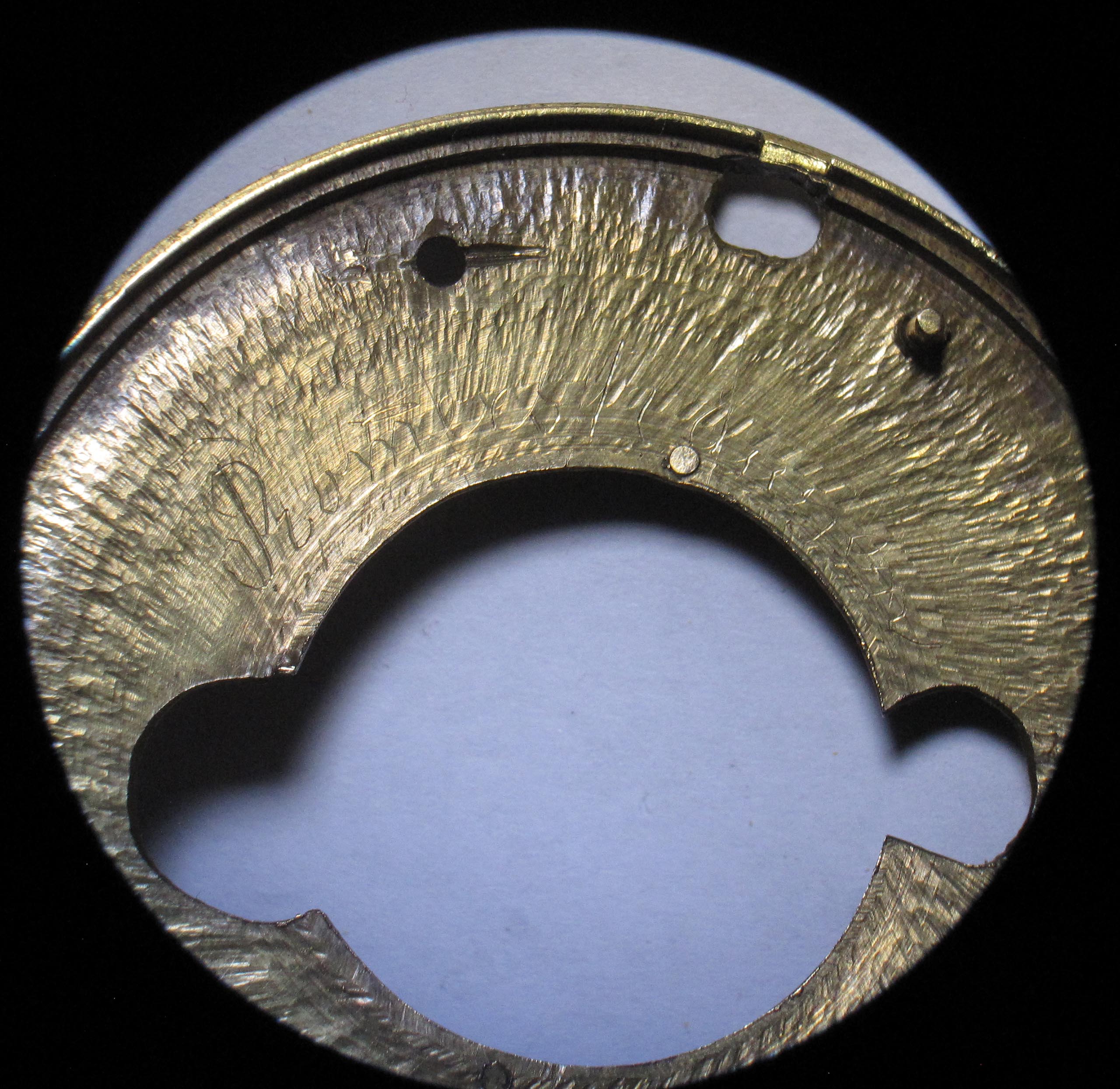
No numbers are engraved on the plates; there is only a stamped “B” and a couple of illegible signatures left by watchmakers. There is also a signature on the reverse side of the dial reading “Romershausen”.
movement from a pocket watch
full-plate movement made of gilded brass with Egyptian pillars
gilded verge balance bridge
bridge secured on a large foot with a blued screw
iron balance with three spokes
silver regulation plate with numbers from 60 to 100, mounted on an engraved and skeletonized cock
spring-driven via fusee and chain
verge escapement
mainspring pre-tension adjustment by square arbor between the plates beneath the barrel
winding via square arbor from the movement side
stamp “B”
movement dimensions: height 27.2 mm, Ø 42.5 / 40 mm
Inspection of the Clock and Determination of the Repair Strategy
I received the clock already disassembled.
Most of the movement is original; only in a few places has a watchmaker left traces of previous repairs. The gilding is well preserved, with only slight surface rust in some areas. The components are made to a fairly high standard. Restoring this artifact makes sense, as the clock undoubtedly has historical value.
The following repairs were required:
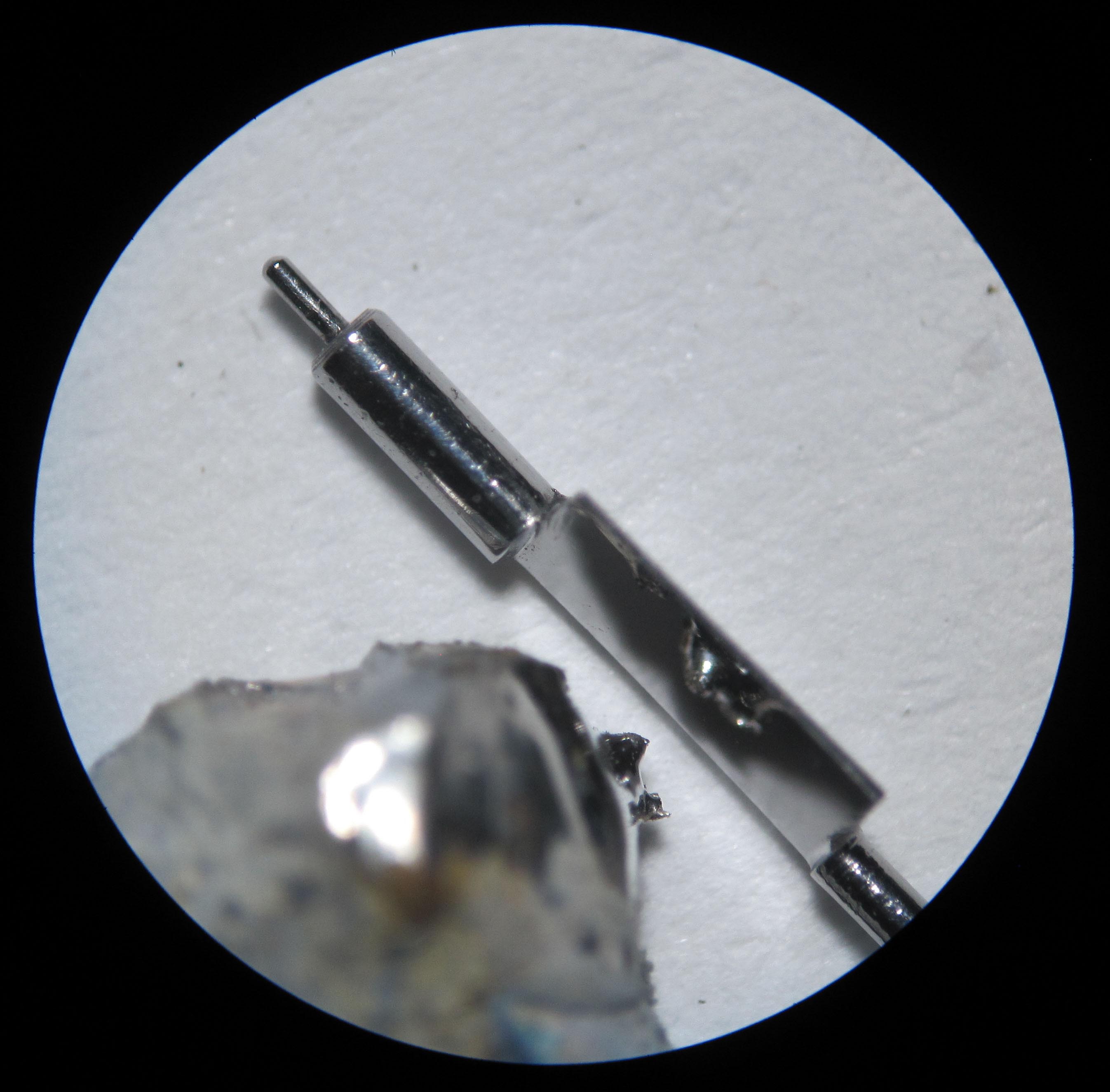
balance staff damaged: lower pivot broken off; the pallets show wear from prolonged use
broken hook on the fusee chain
broken pivot on the auxiliary trieb
Repairing such a clock requires a professionally considered concept and time.
Manufacturing the Balance Staff
30 hours
Unfortunately, it was difficult to determine the exact dimensions of the balance staff. The original had already been repaired and altered. The balance bridge had been pressed downward, so the distance between the pivot ends could no longer be measured precisely. The balance staff had been broken and an attempt was made to solder it, leaving the balance collet contaminated with tin. First, I determined the dimensions that, in my assessment, had remained untouched and unaltered, without any signs of previous repair. The missing dimensions were then estimated visually. I deliberately made the pallets on the balance staff wider. The distance between the pivots initially had to be calculated. Precise execution of this work is fundamental for the success of all subsequent steps. Therefore, it is better to invest more time at the beginning.
To gain experience, I first produced a trial staff and at the same time set up the milling machine. This took about 10 hours of intensive work. After slightly straightening the balance bridge, I determined that the staff was approximately 0.25 mm too long. Shortening the arbor on such a staff is almost impossible, as it is difficult to clamp without causing damage. I adjusted the dimensions in the drawing. The original thickness cannot be measured exactly; visually it appears to be about 0.5 mm. I made the balance side slightly thicker at 0.8 mm — excess material can always be removed later. I also made the lower section Ø 0.8 mm and increased the height of the lower pivot to 0.9 mm.
Having gained some experience, I began manufacturing the new staff. Work is work, and something unforeseen can always arise, so one must be prepared to adjust the strategy if necessary.
Manufacturing sequence:
material: tool steel, diameter 2.6 mm
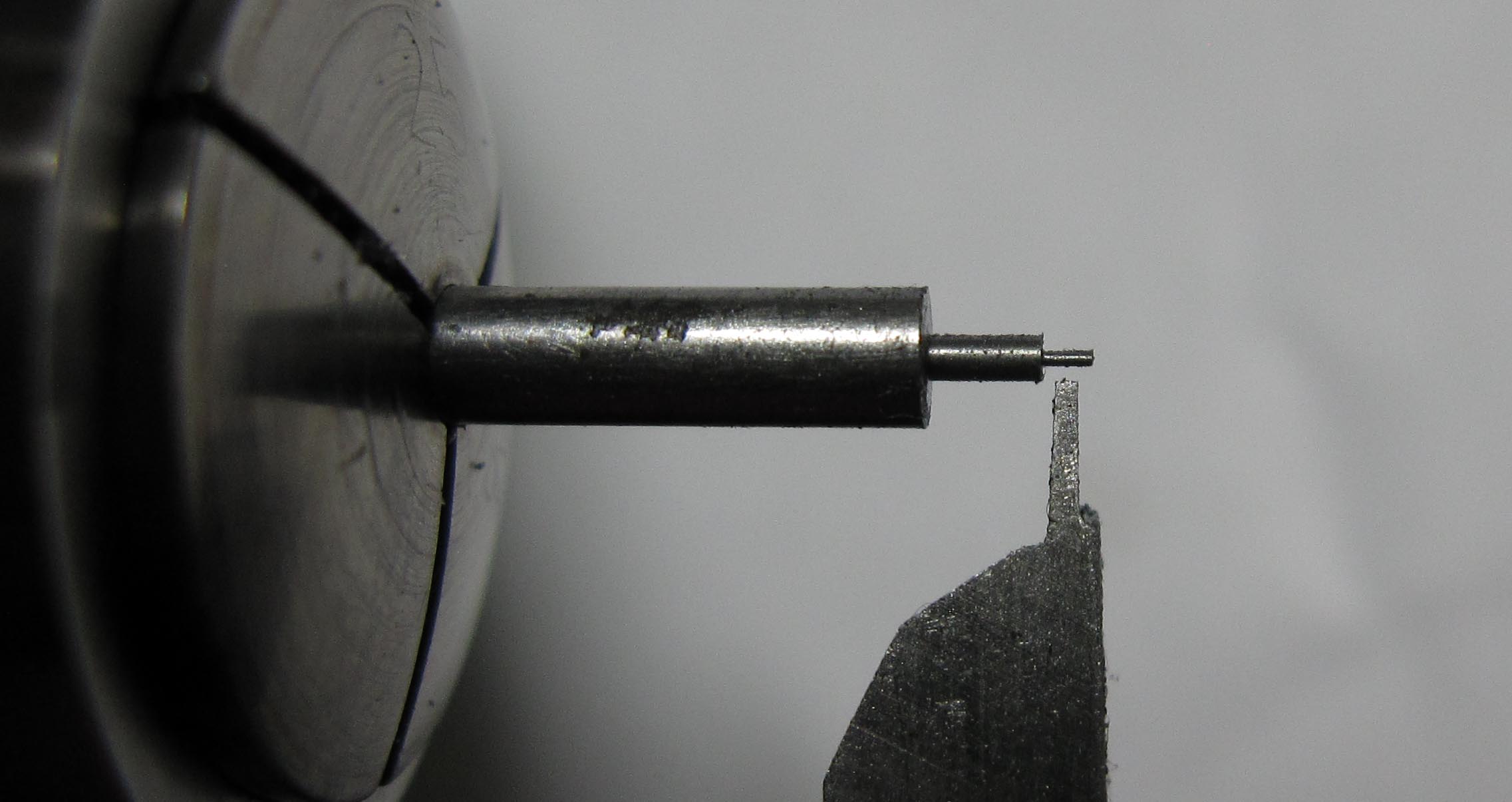
turned the arbor with pivot on the lathe
pivot Ø 0.27 mm, final size 0.25 mm
staff Ø 0.8 mm
overall length 3.0 mm
all surfaces polished using a burnisher (polishing file)
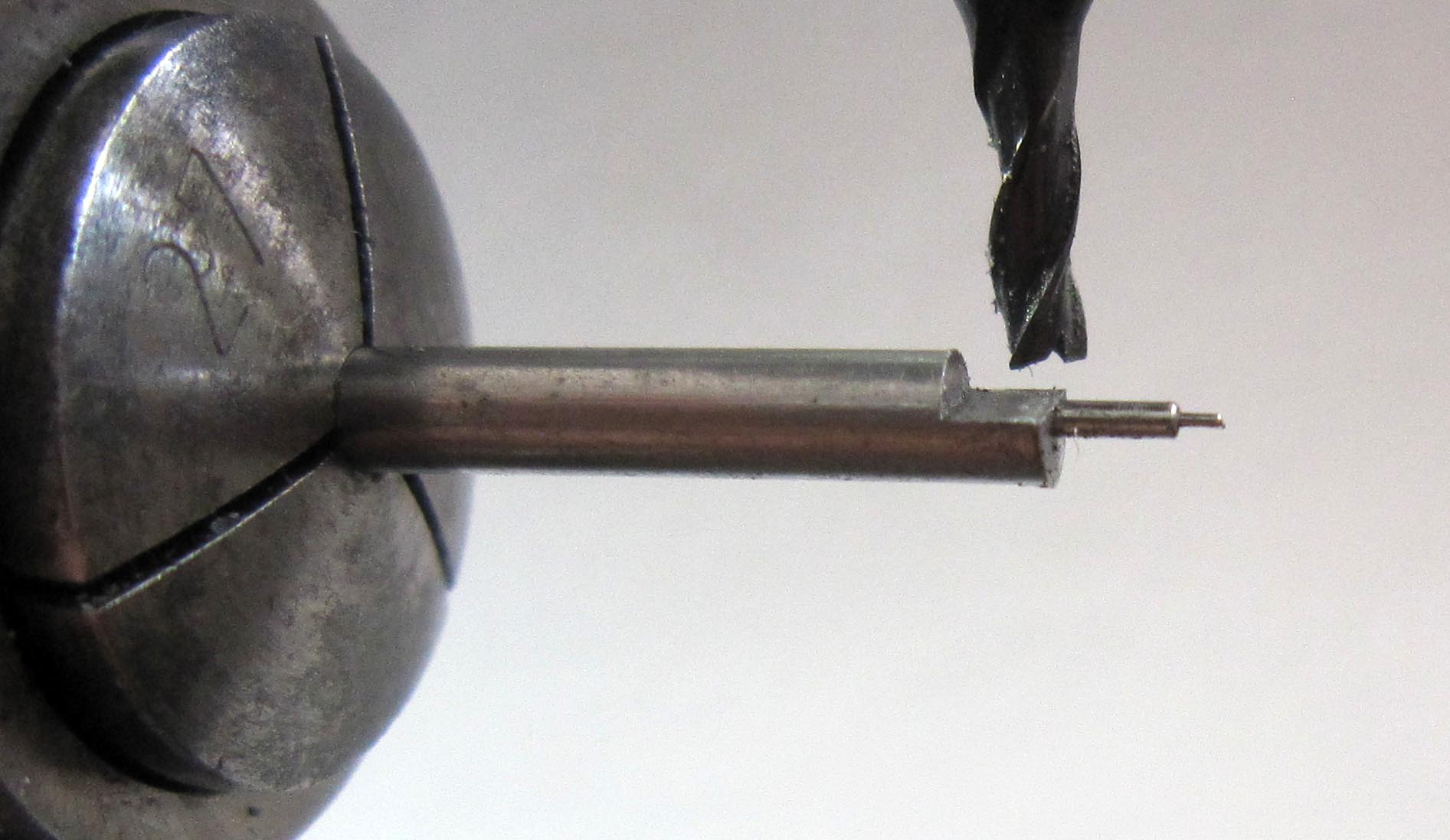
first, milled the long pallet on the milling machine
rough-milled the staff to a diameter of 0.6 mm and a length of 6 mm
milled the short pallet
rough-milled the staff
manufactured the staff with pivot on the lathe
parted off the arbor
This work alone took approximately one hour.
Hardening and tempering of the part
The next step was to harden and temper the part. This is an extremely delicate stage of the work and requires experience. During hardening, the blank must not deform, crack, or even break. The surfaces may oxidize or burn, which results in a loss of material. During tempering, it comes down to just a few seconds and a few degrees that determine the color. One must visually assess, with an experienced eye, the proportions of the part — its mass, length, thickness — and how quickly it turns a straw-yellow color. Both tempering and hardening must succeed on the first attempt.
The next 10 hours were spent working on the pallets to give them the correct shape. It is best to grind the pallets while the balance staff is clamped in the lathe. Afterwards, I smoothly polished the pallet surfaces with Degussit. The section between the pallets was slightly turned down again on the lathe. I burnished the pivots and rounded the pivot shoulders.
Now the balance staff can be installed and the length checked. First, I shortened the pallets slightly. Since the final dimension was unknown, I had to repeatedly remove small amounts of material, install the staff, and test it until the pallet began to slide off the escape wheel without touching the teeth.
Work on the Balance and Hairspring
25 hours
After that, I turned my attention to the balance. First, I carefully removed the hairspring, then clamped the balance by its collet in a centering tool to true the balance and straighten its plane, so that it would not “wobble.” I pressed out the brass collet. Since the original was contaminated with tin, I made a new collet.
I riveted the new collet into the balance and pressed in the balance staff. Then I checked the trueness again and corrected it slightly. Now the balance had to be poised. For this, I applied tin to the rim of the balance, just as a watchmaker had done before me.
Hairspring
Manufacturing the Fusee Chain
6 hours
One of the hooks on the fusee chain was broken off. I manufactured a new one from steel. I also made a small rivet (Ø 0.32 mm × 0.6 mm) to fasten the hook.
In the photo, the upper hook is the one I made.
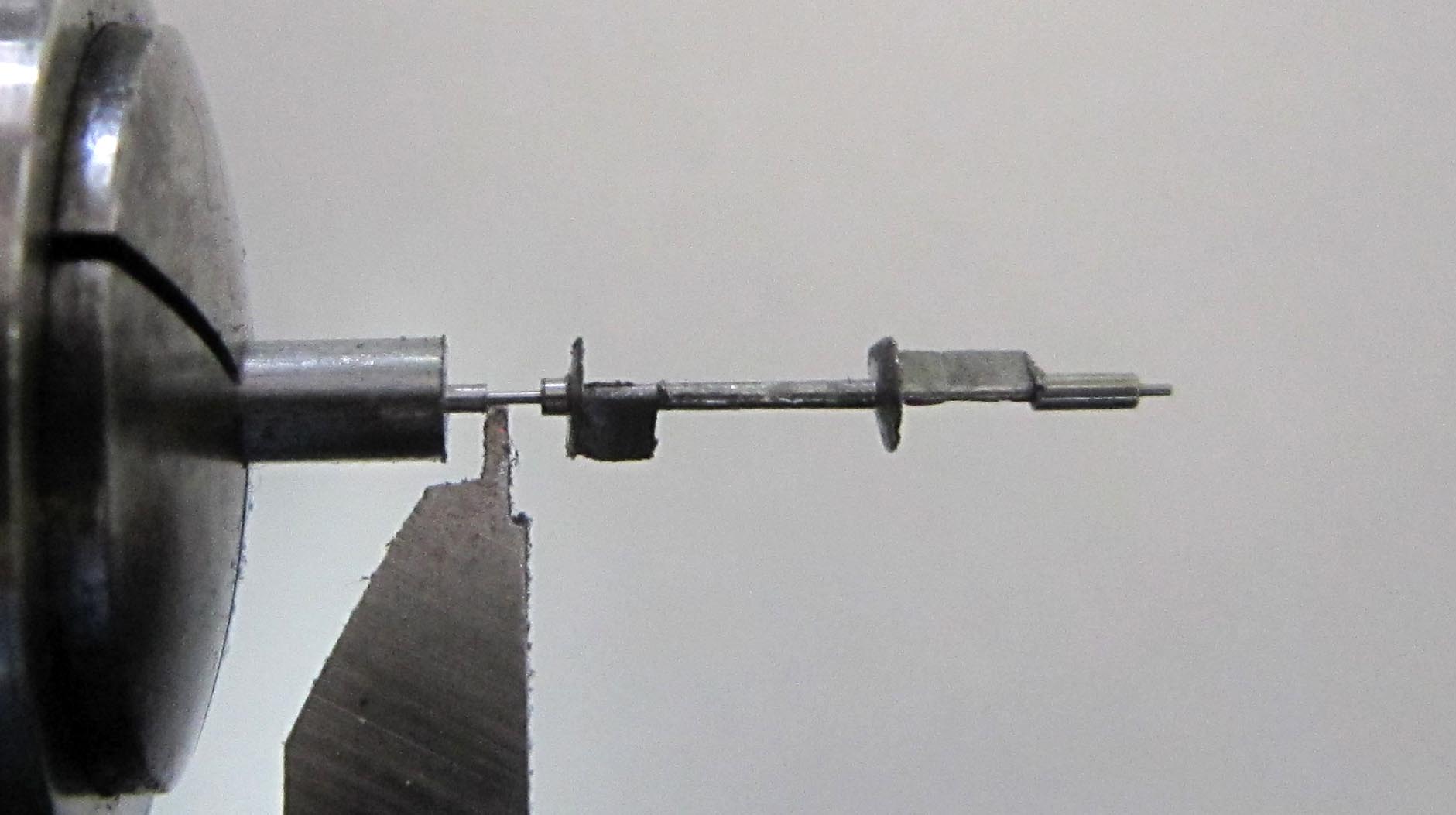
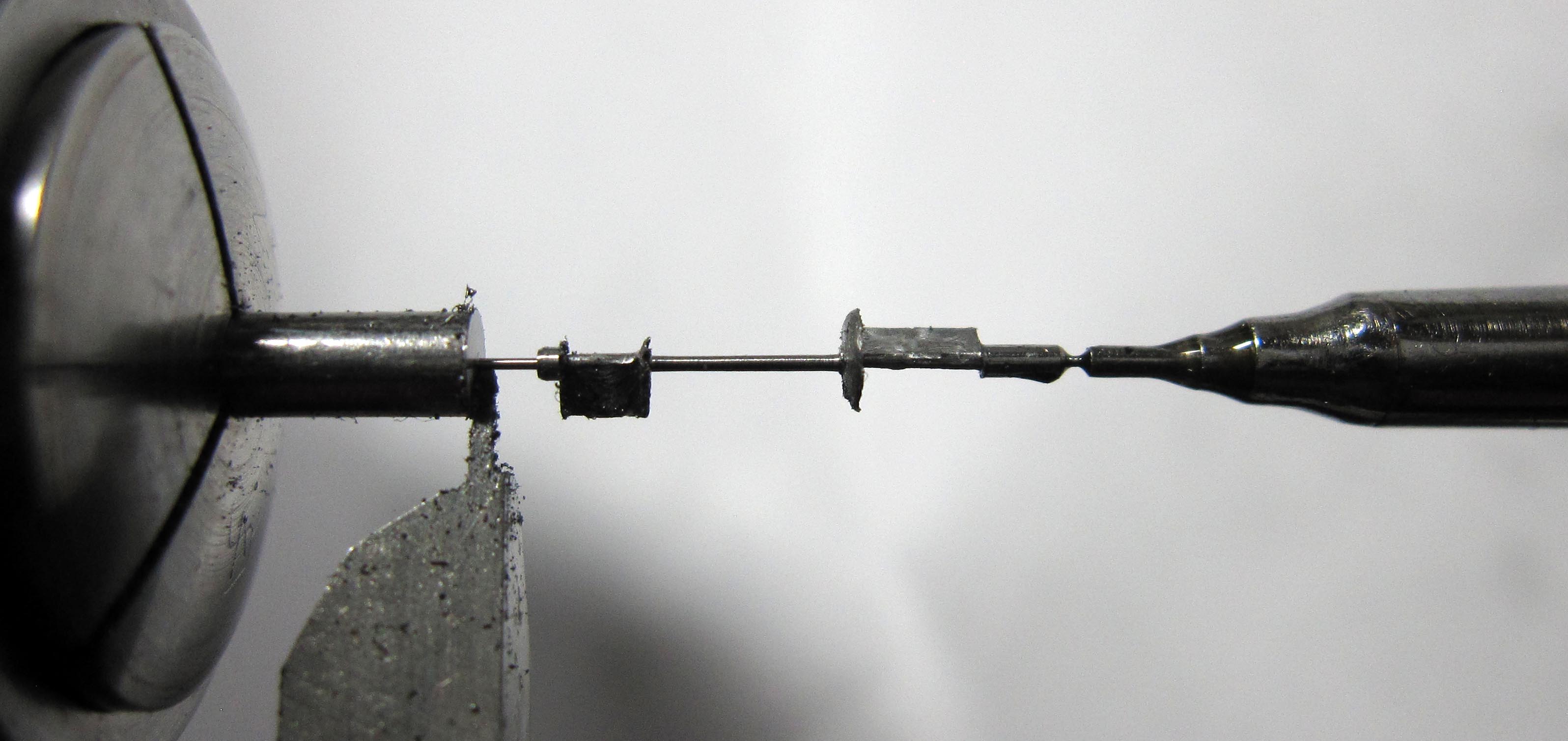
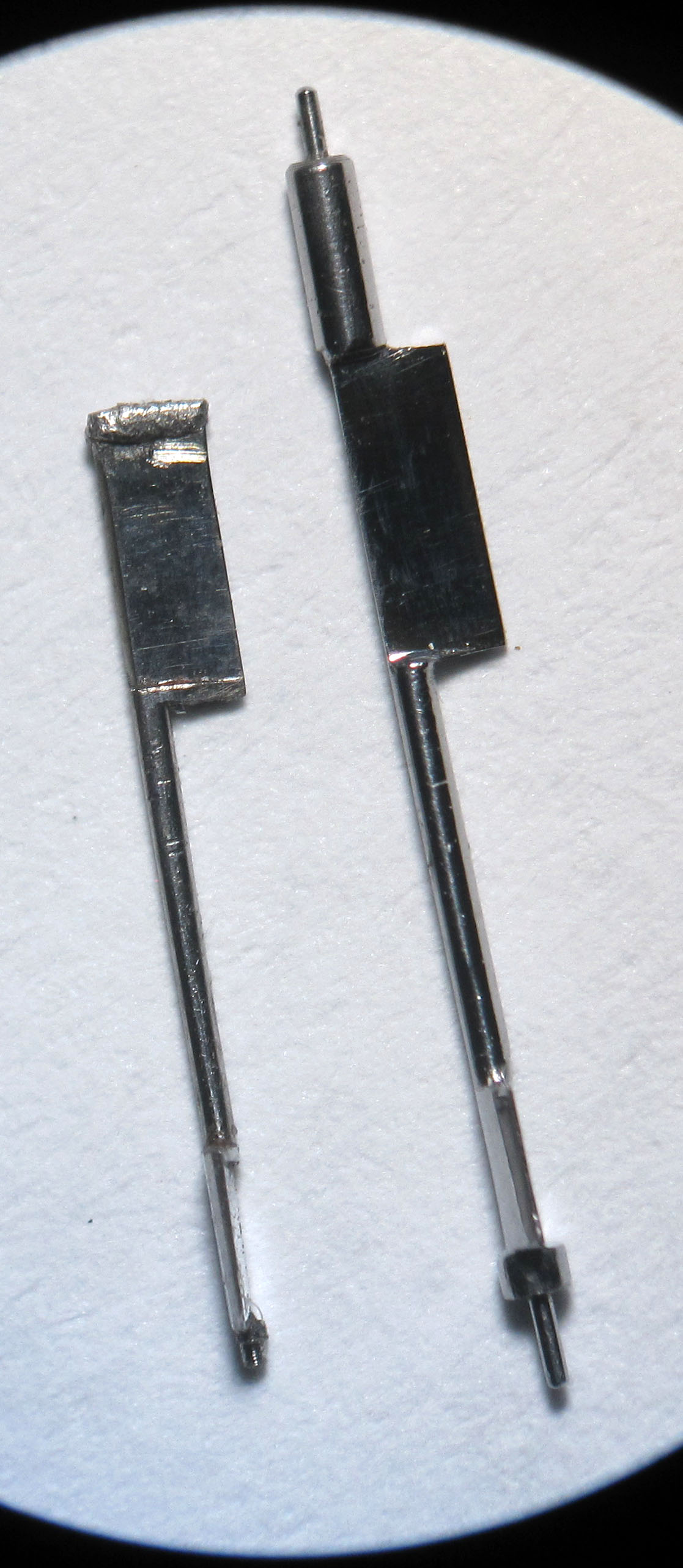
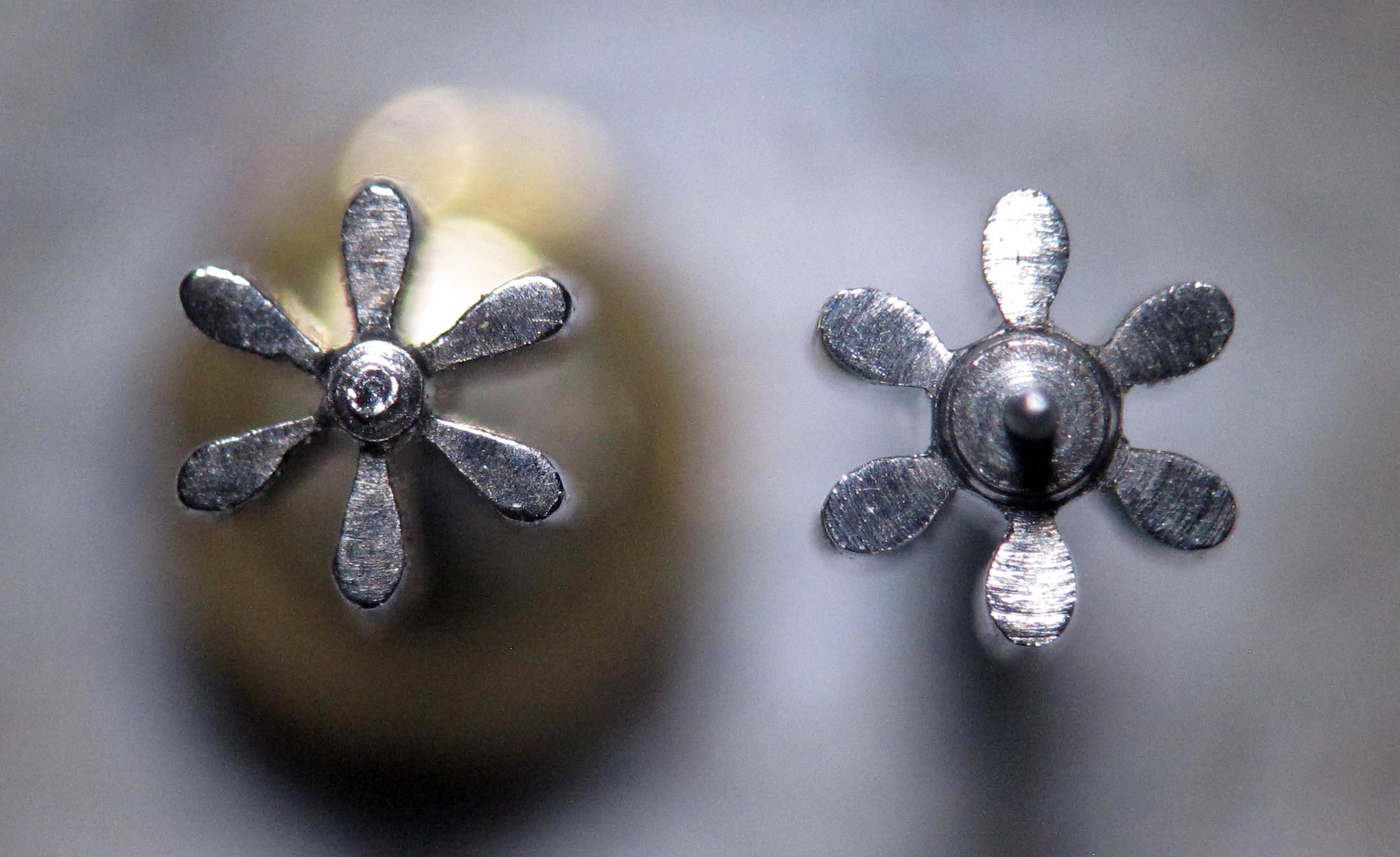
Manufacturing the Click for the Fusee
4 hours
The click appeared to be heavily worn, so I made a new one. In the photograph, the wear is visible, as well as the broken pin with a diameter of approximately 0.55 mm and a length of about 0.85 mm.
On the left, the newly manufactured click.
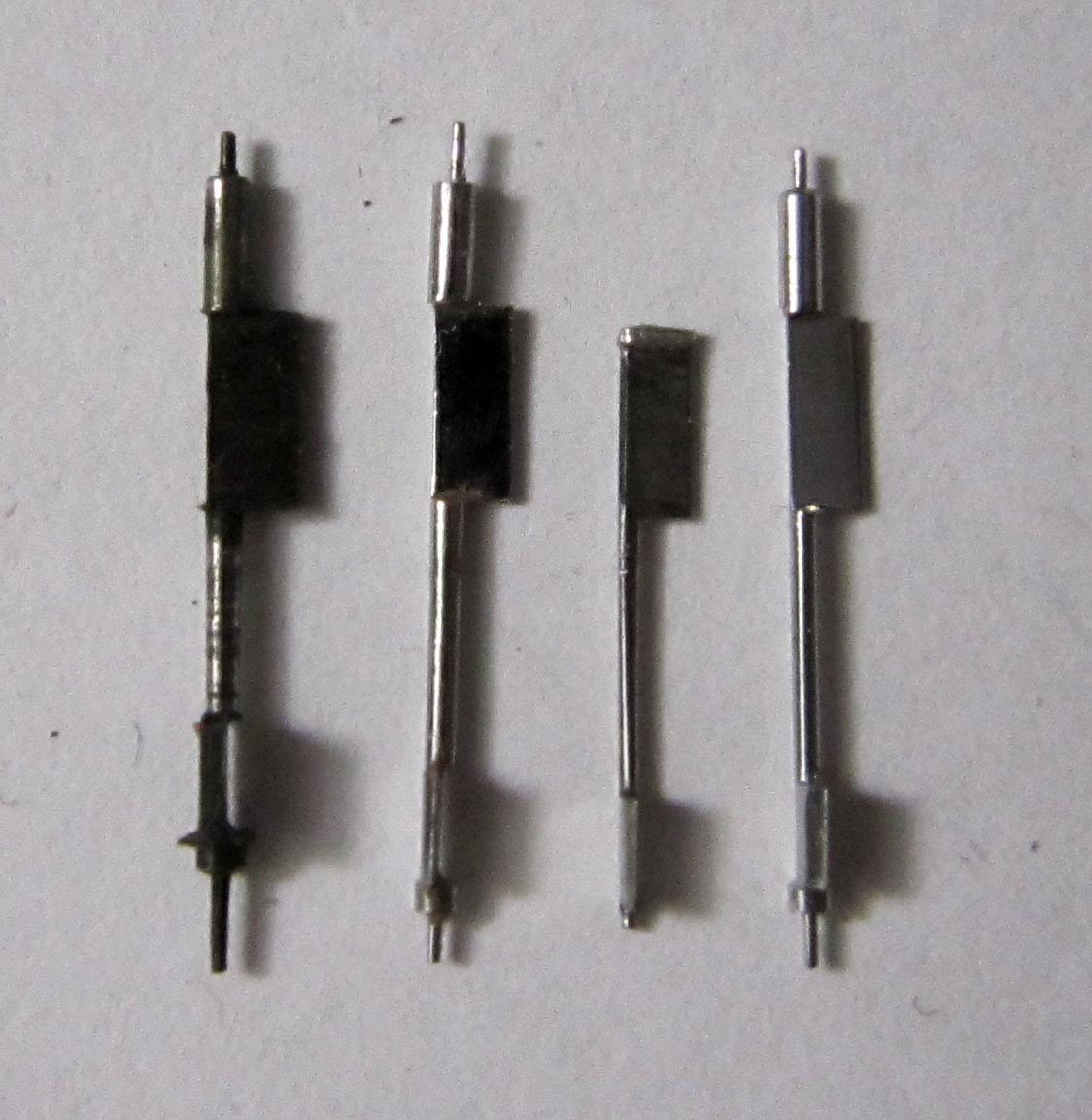
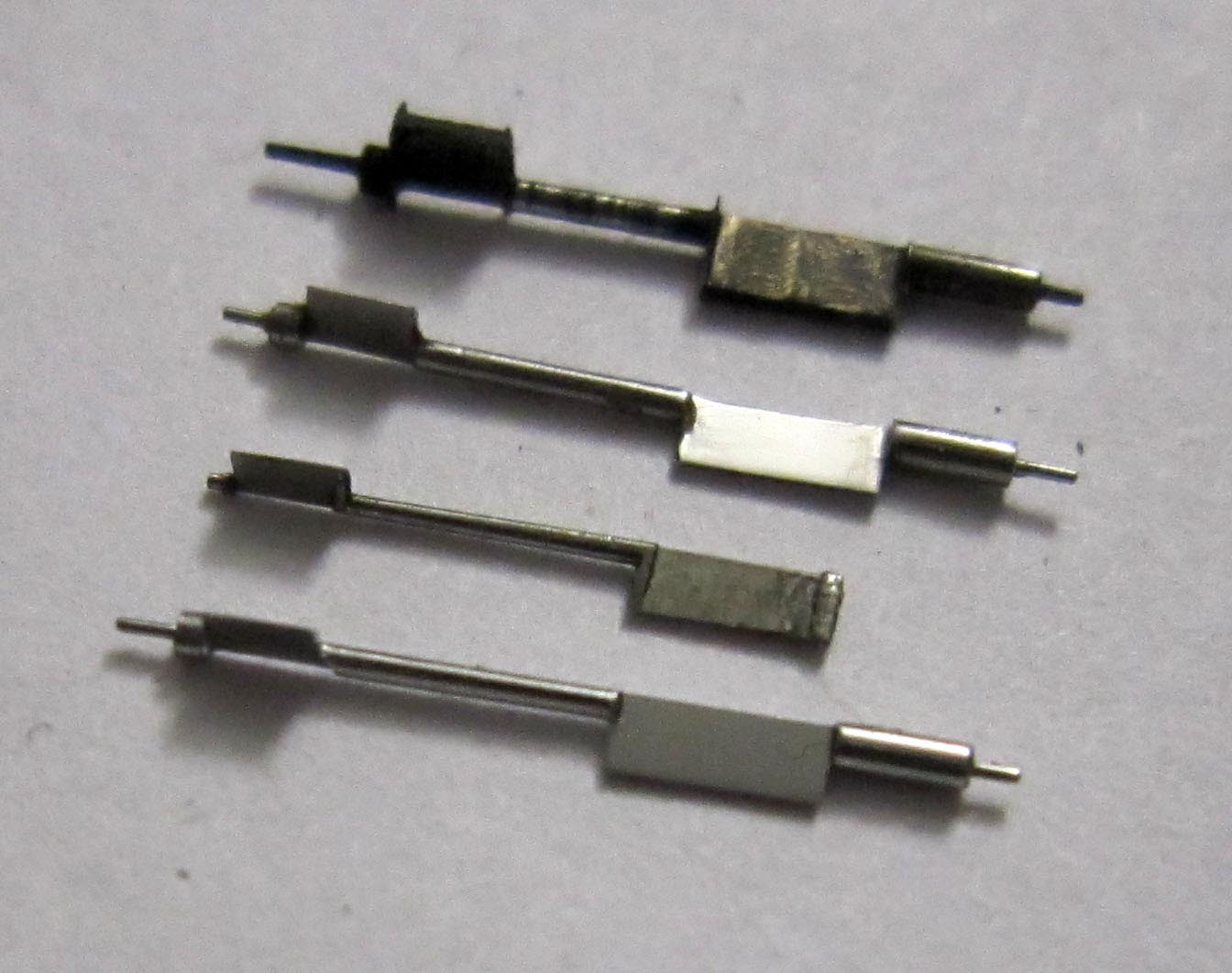
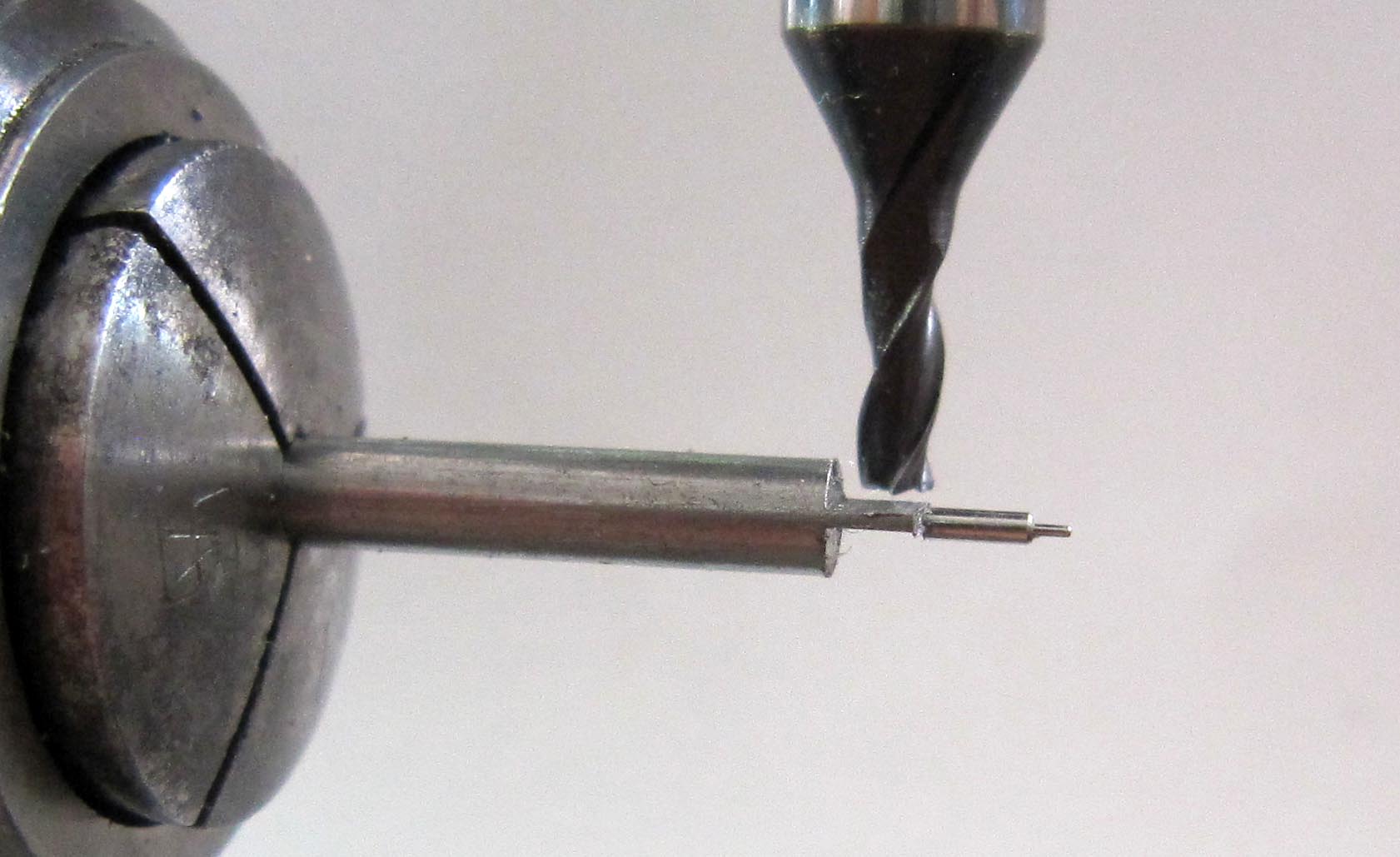
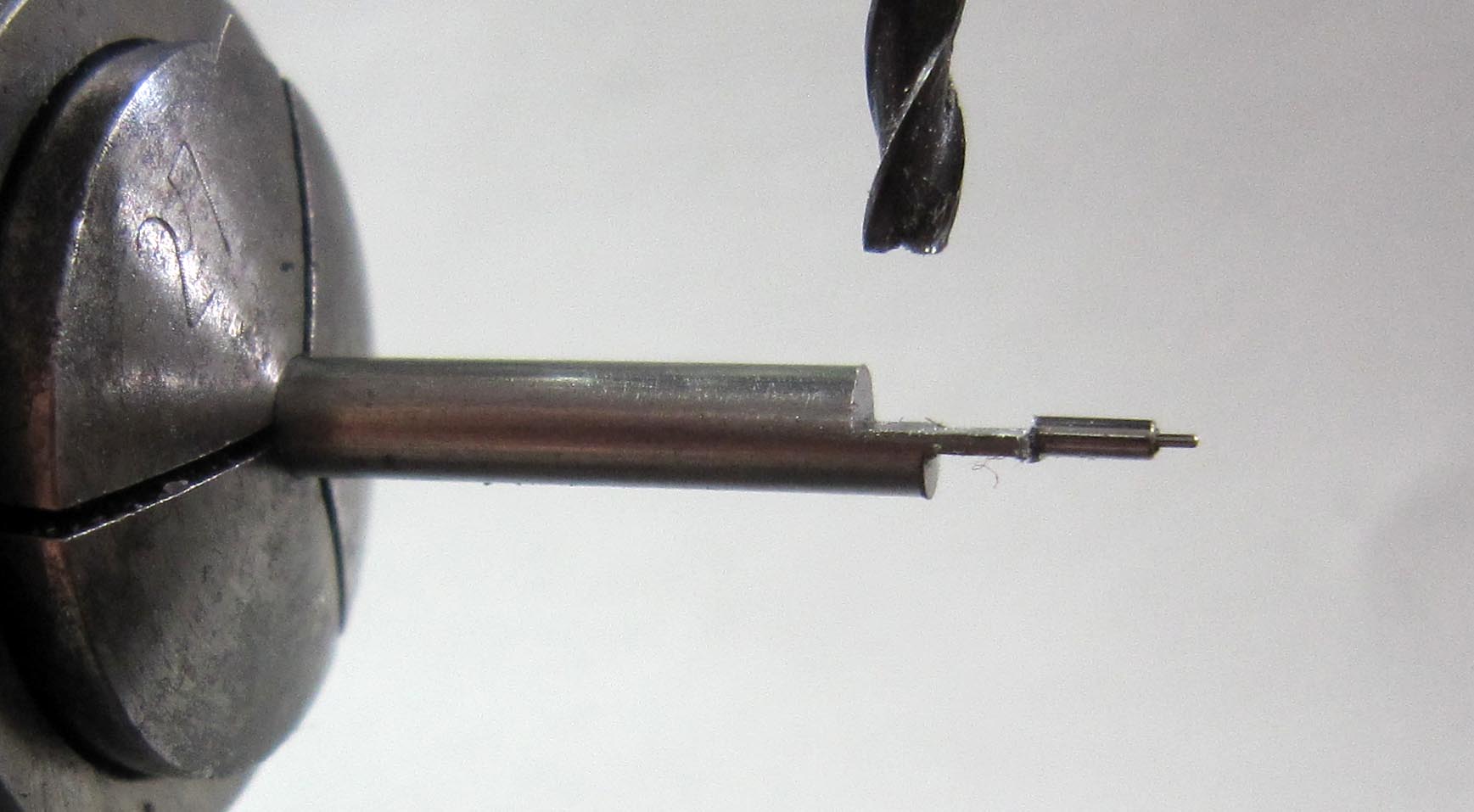
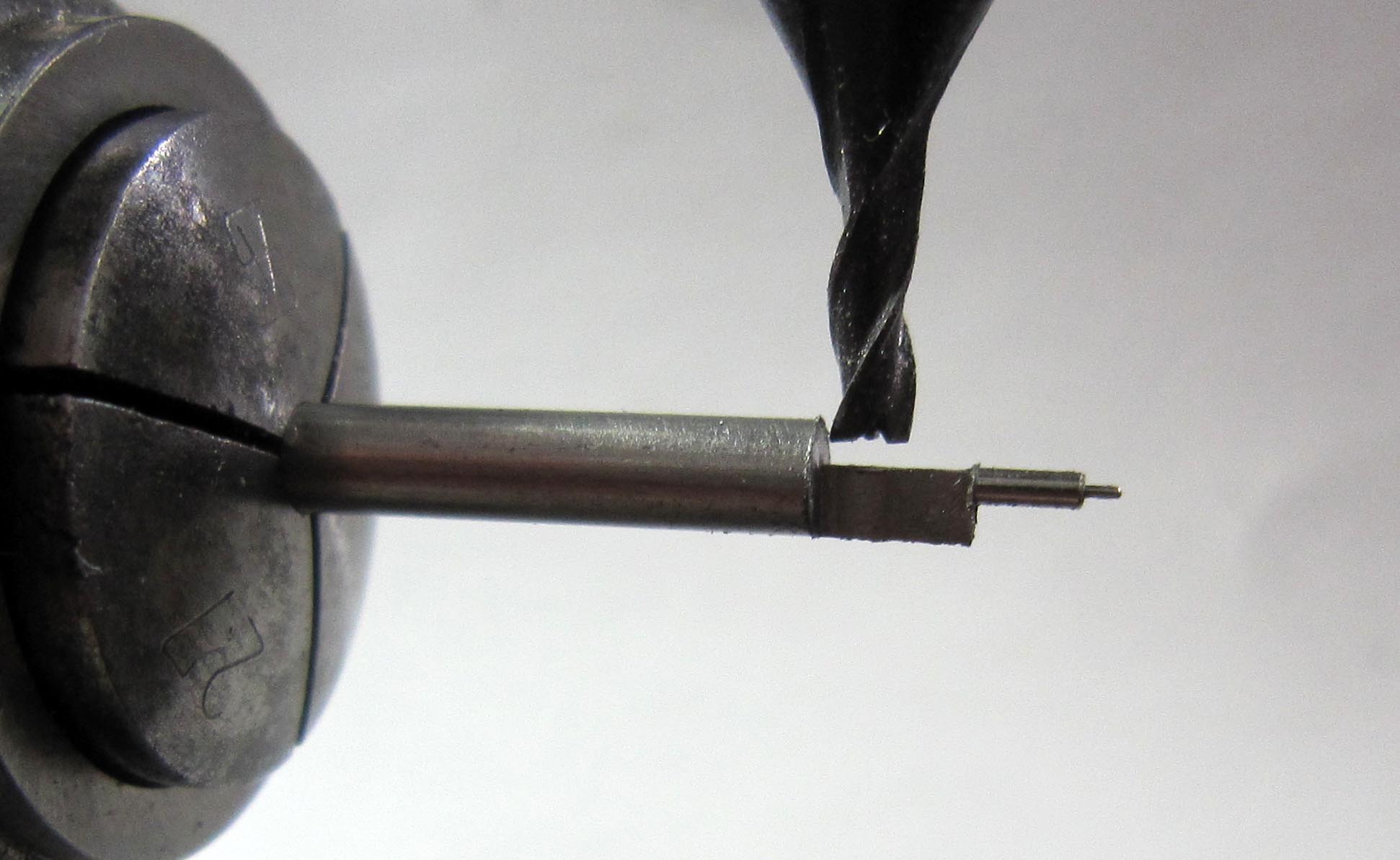
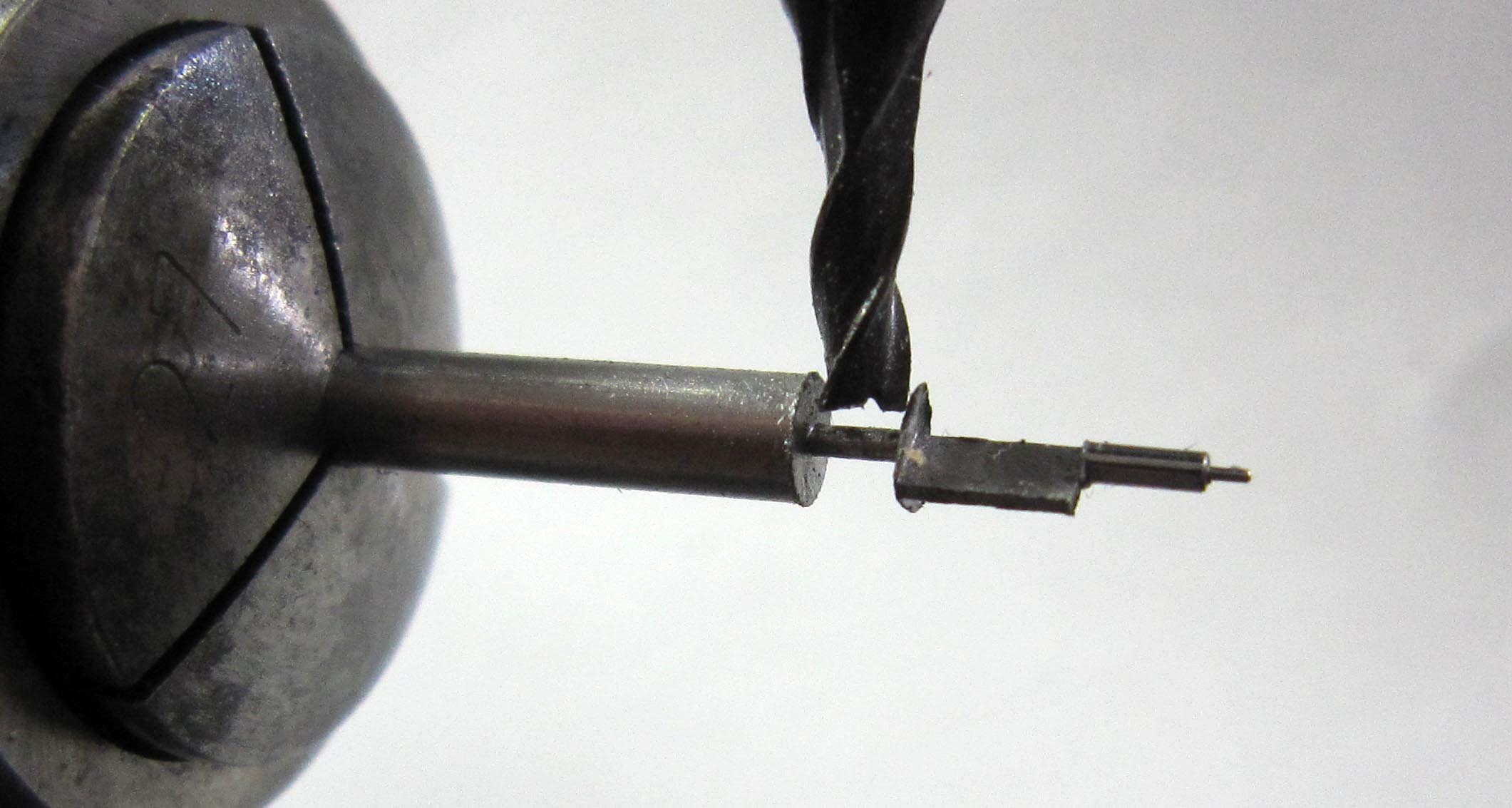
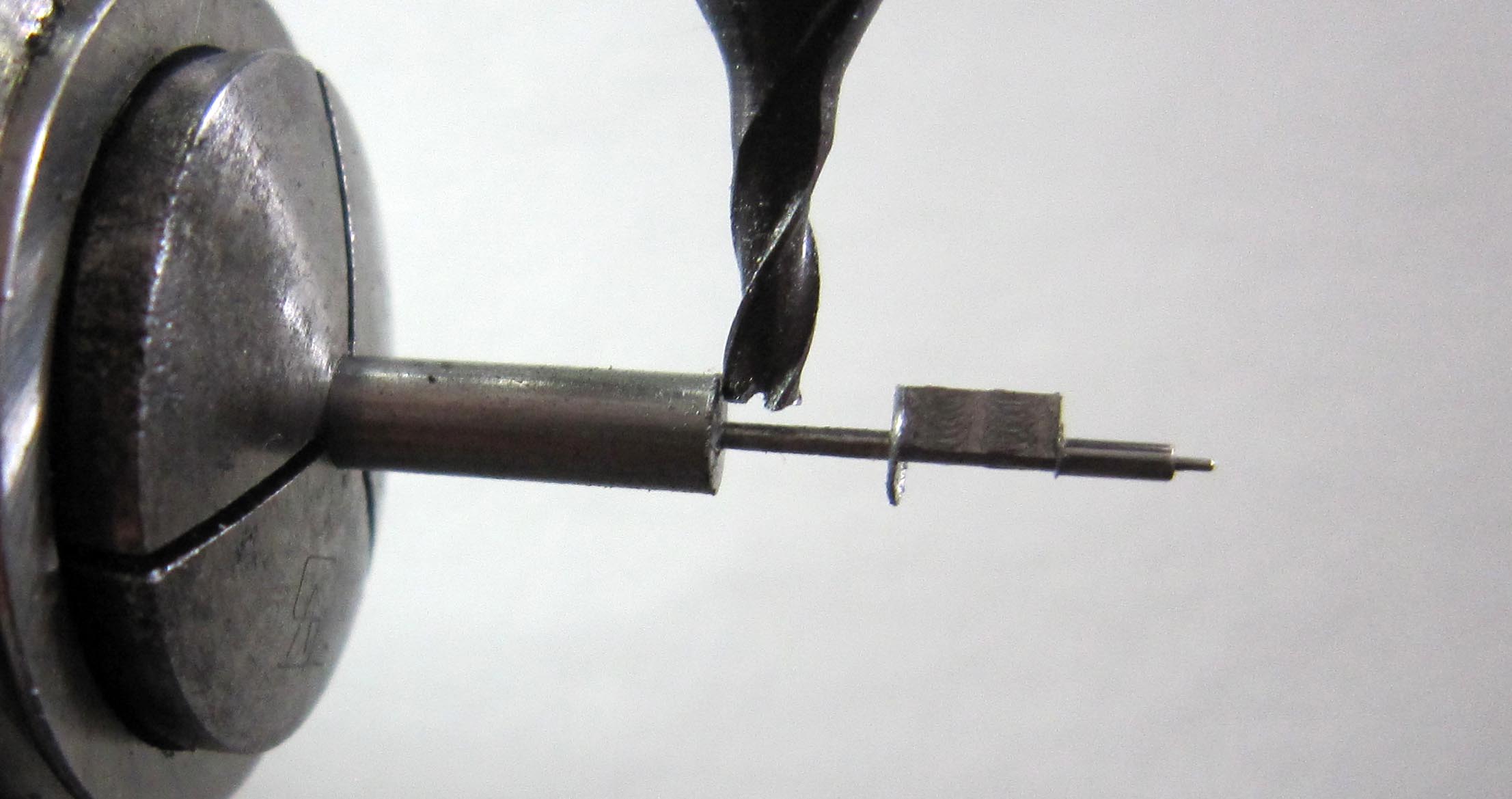
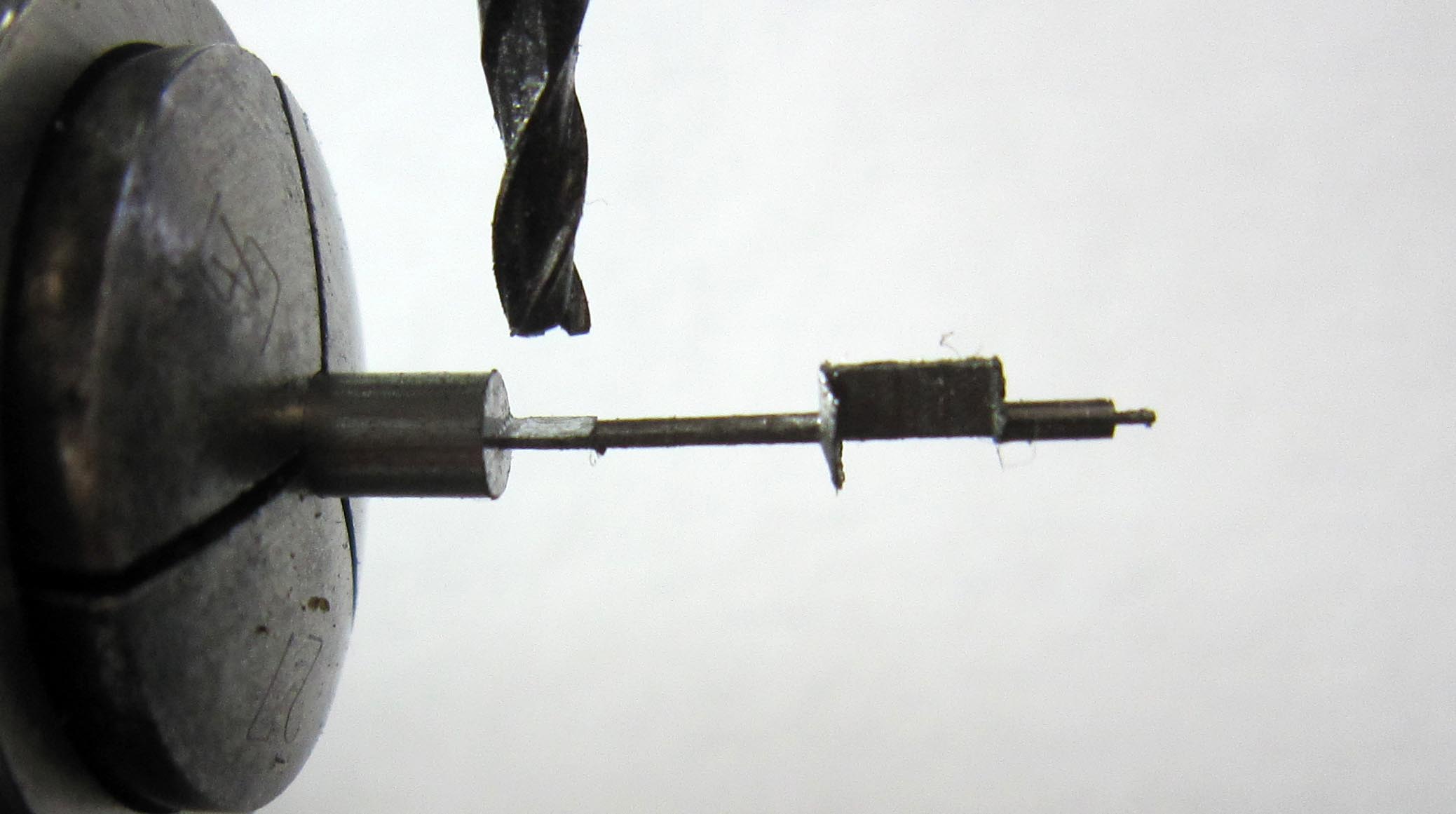
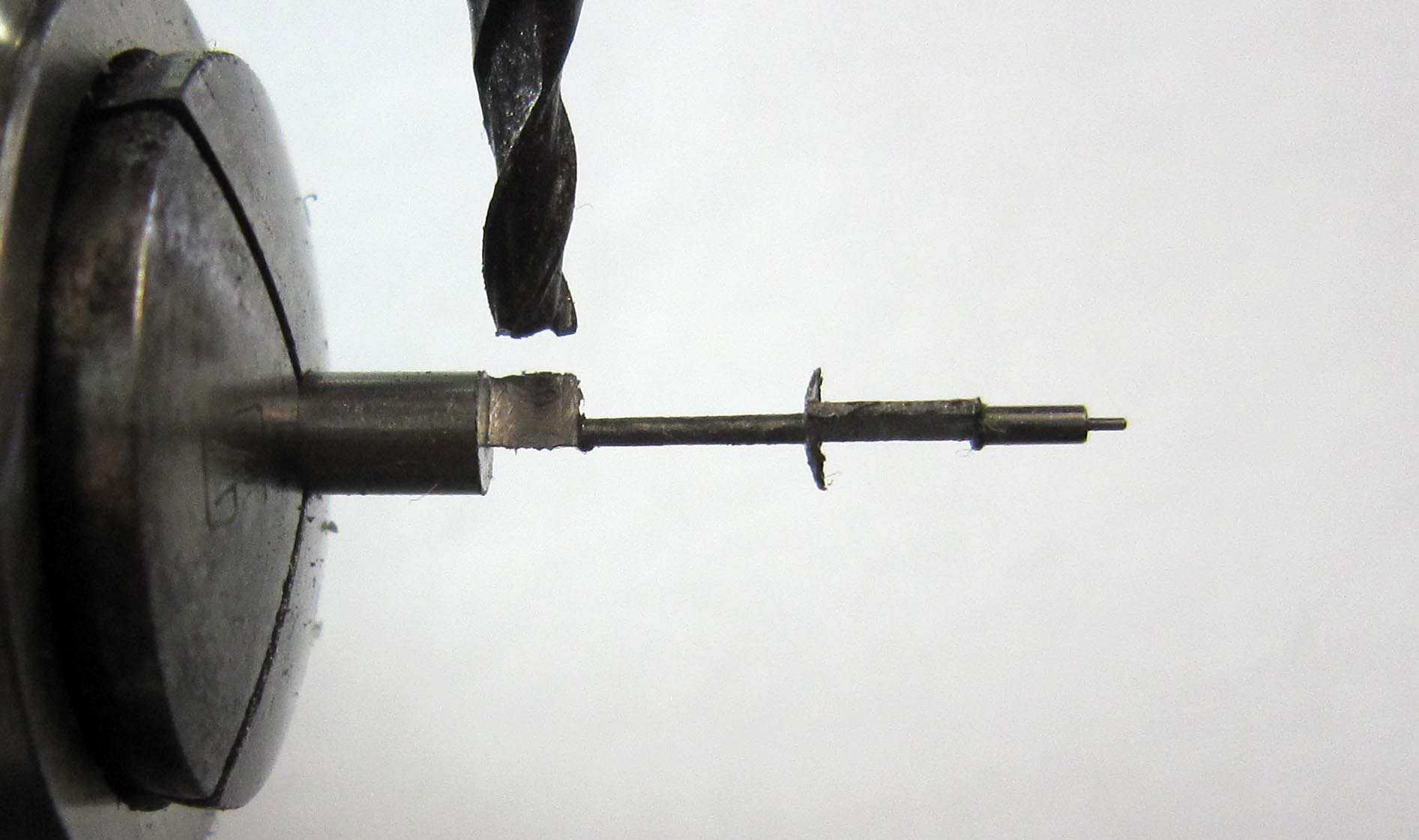
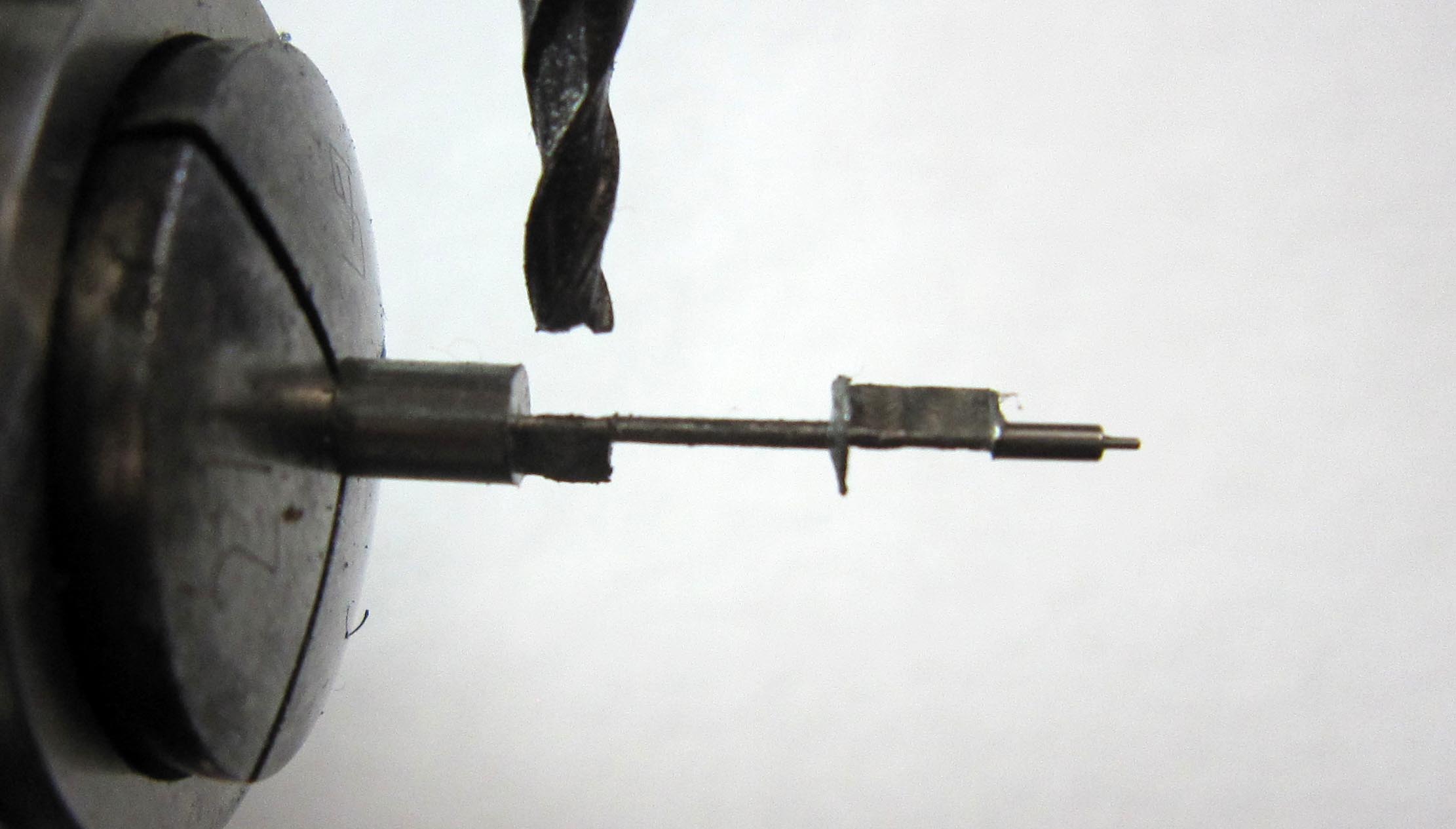
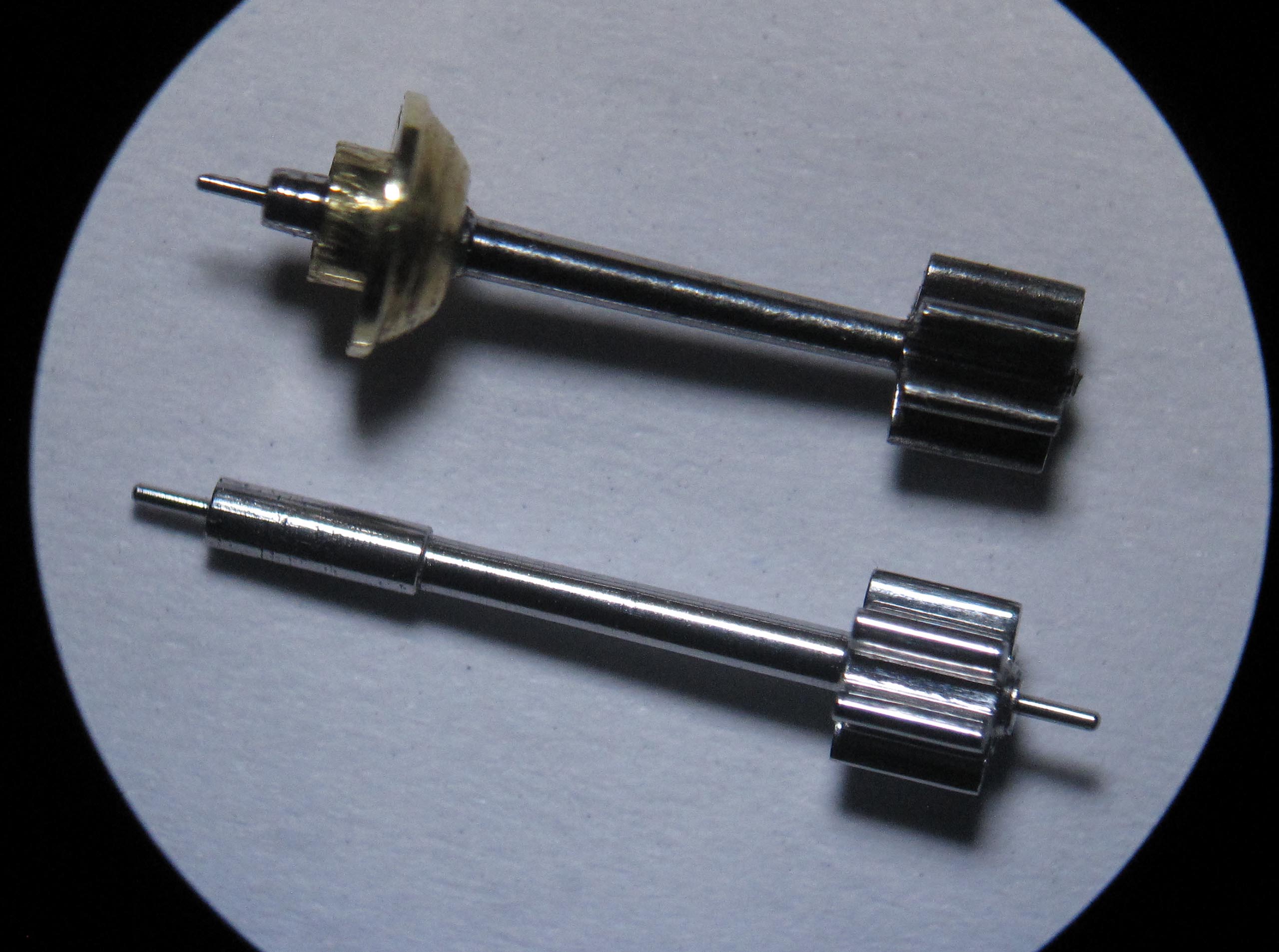
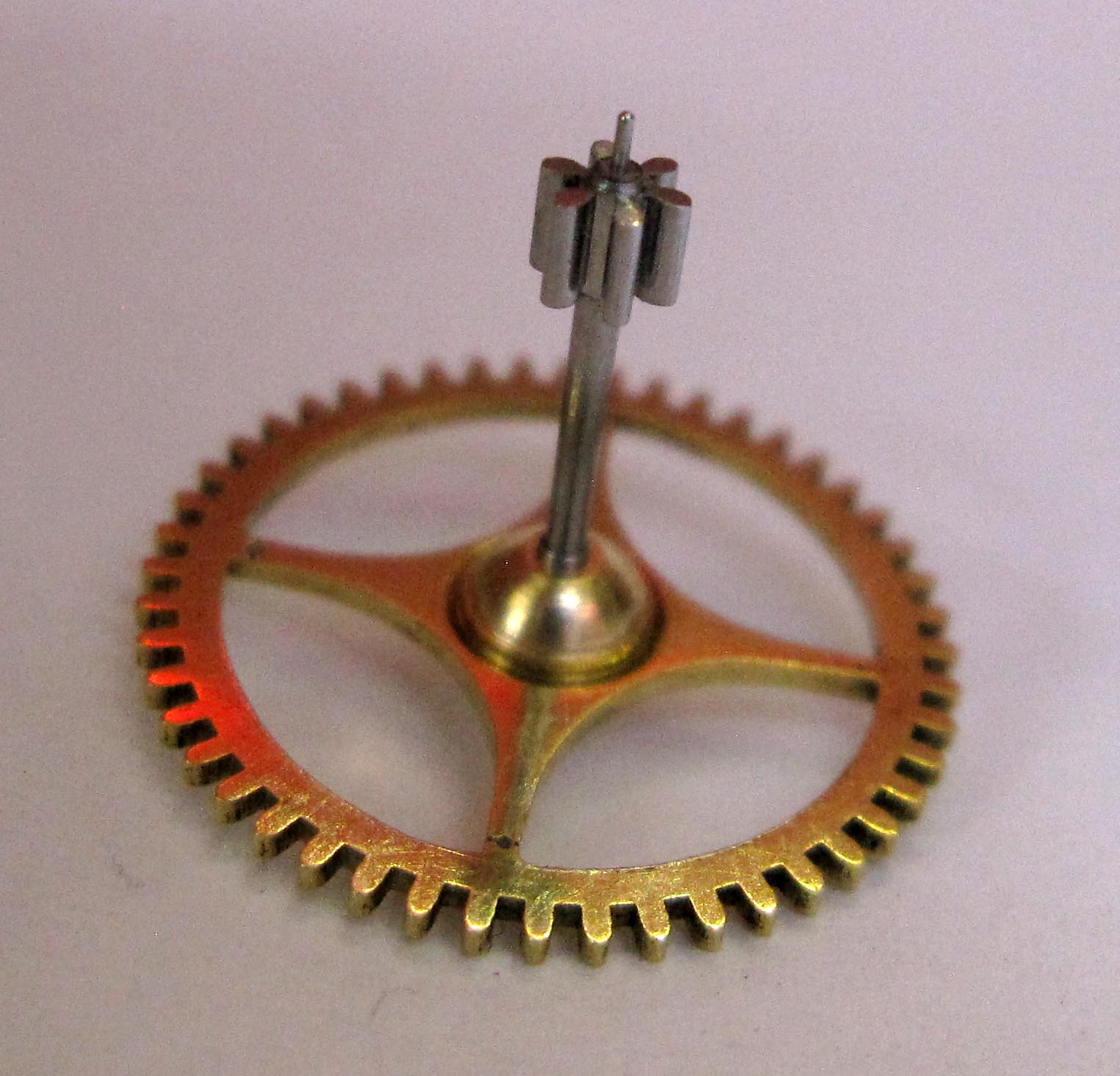
Manufacturing the Pinion
20 hours
In the movement, the pivot of one of the pinions was broken off. A new pinion had to be made. The diameter of the pinion is Ø 2.7 mm, the pivot diameter Ø 0.29 mm. The pinion has 6 leaves. I milled the leaves using a 19th-century tool.
A new brass bushing was also made.
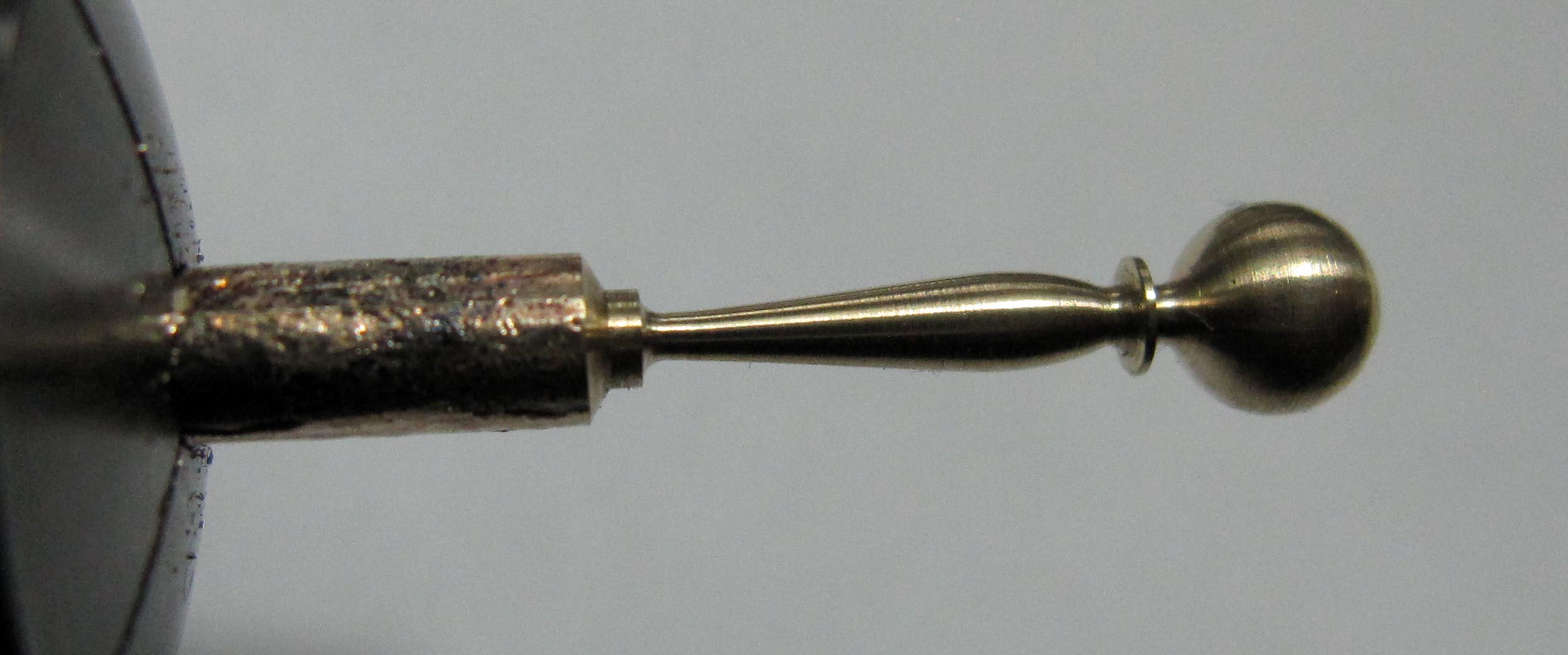
Manufacturing the Hands
The movement had no hands; they were broken off. Only the part that fits onto the minute arbor remained. Visually, the material appears to be gold. The original design of the hands, as well as the material, is unknown. Therefore, I had to use commonly found hands from that period as a reference, choosing a design that more or less matches the style of the dial and the case.
Manufacturing sequence of the minute hand:
30 hours
I cast a gold blank Ø 3.5 mm × 30 mm in an induction furnace.
I turned a sphere Ø 4.4 mm on the thicker end using a lathe; this is the part of the hand that fits onto the minute arbor (cannon pinion).
I turned the hand to shape on the lathe, polished it, and parted it off.
I mounted the hand on shellac, machined a flat surface on the back side, and drilled a hole Ø 1.5 mm in the spherical part.
I made a square hole for the minute arbor.
Final polishing. Dimensions: 4.4 mm × 22 mm × 1.2 mm, 0.5 g.
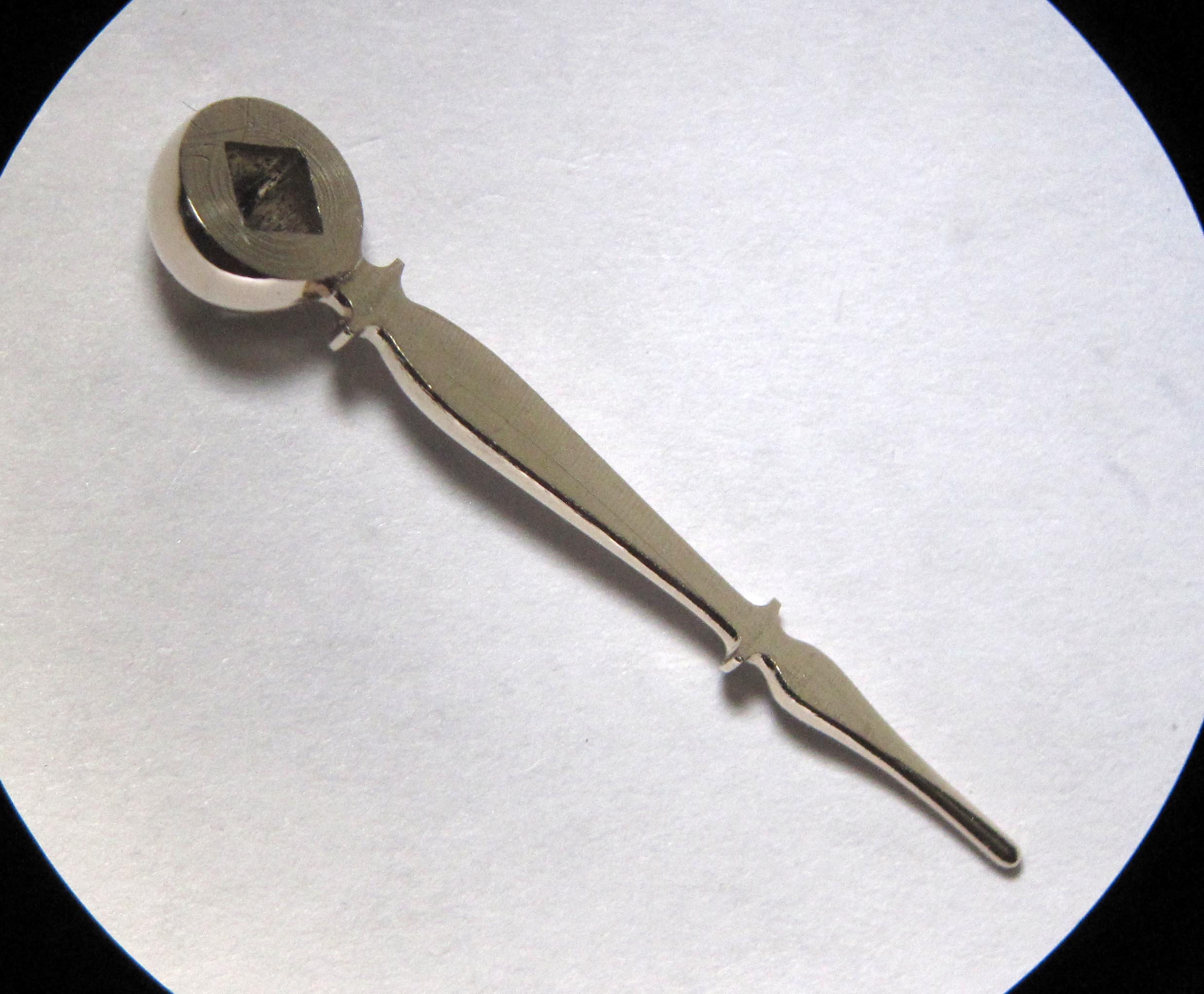
Manufacturing sequence of the hour hand:
20 hours
I cast a gold blank Ø 5 mm × 16 mm in an induction furnace.
Clamping the blank in a three-jaw chuck, I turned it on the lathe from both sides, forming cylinders at one end.
Clamping the blank by the larger cylinder in a collet, I drilled holes Ø 0.7 mm and Ø 1.5 mm, milled a taper and a cylinder Ø 4.2 mm, and marked a center line of symmetry.
Using needle files and a jeweler’s saw, I shaped the outlines of the leaves and drilled a hole Ø 3.2 mm.
I mounted the hand on shellac and engraved the relief over the entire surface.
I finished the surface with Degussit stones, applied chamfers, and carried out final polishing. Dimensions: 0.7 mm × 4.8 mm × 15.8 mm, 0.2 g.
Work on the Clock Case
8 hours
Overall, the case is in satisfactory condition. Some stone elements on the brass plates are missing and had been filled in by someone. The wood is damaged, and the shellac has flaked off at the location of the upper hinge, which has nevertheless been serving for 300 years. In some areas, cracks in the shellac are visible.
I carefully removed dust and dirt and cleaned the brass surfaces with turpentine.
Interesting
Istvanplatz in front of the Victor Dietel apartment building in Greiz — a Istvan Sky memorial project.
Repair and restoration of bracket clock with a verge escapement, is activated by a fusee (snail) and chain.
Threading attachment for Schaublin 70 handmade 2016 by Alexander Babel.
Car-PC for Mercedes Е Klasse W211. Designed and manufactured 2014
Contact
Alexander Babel is autodidakt as designer, engineer, precision mechanic, toolmaker, watchmaker and goldsmith.