Das Gehäuse der Uhr ist aus Holz gefertigt. Die Tür und die Seitenflächen sind rundum mit Messingplatten verziert, die mit floralen Einlagen aus Stein und Perlmutt geschmückt sind; die übrigen Flächen sind mit Schellack überzogen. Der nach oben sich verjüngende, zeltartige Aufsatz ist ebenfalls mit Messing und Intarsien versehen. Bekrönt wird die Tisch- (Kamin-)Uhr von einer Figur eines liegenden Löwen. Die Höhe des Gehäuses beträgt 26 cm. Die geschwungenen Füße sowie dekorative Elemente an den seitlichen Verbindungen und das bogenförmige Element über der Tür sind aus Messing gegossen und vergoldet.
Es entsteht der Eindruck, dass das Gehäuse von einem Kunstschreiner unabhängig vom Werk gefertigt wurde und nicht speziell für dieses Uhrwerk, da sich funktionslose Haken, Holzleisten oder Aussparungen finden. Anschließend wurde vermutlich ein Taschenuhrwerk in das Gehäuse einer Kamin- bzw. Tischuhr adaptiert. Eine solche Praxis war im 18. Jahrhundert in Frankreich verbreitet.
Holzgehäuse, dunkel gebeizt; sichtbare Flächen mit Schellack überzogen
Intarsien: Messing, Stein, Perlmutt, Schellack
Geschwungene Füße und dekorative Elemente aus Messing gegossen und vergoldet
Gehäusemaße: Höhe 26,2 cm, Tiefe 6,1 cm, Breite 13,4 cm
Zifferblatt
Zifferblatt (Champlevé) aus Silber
Römische Ziffern zeigen die Stunden an
Arabische Ziffern zeigen die Minuten an
Zeiger aus Gold
Uhrwerk
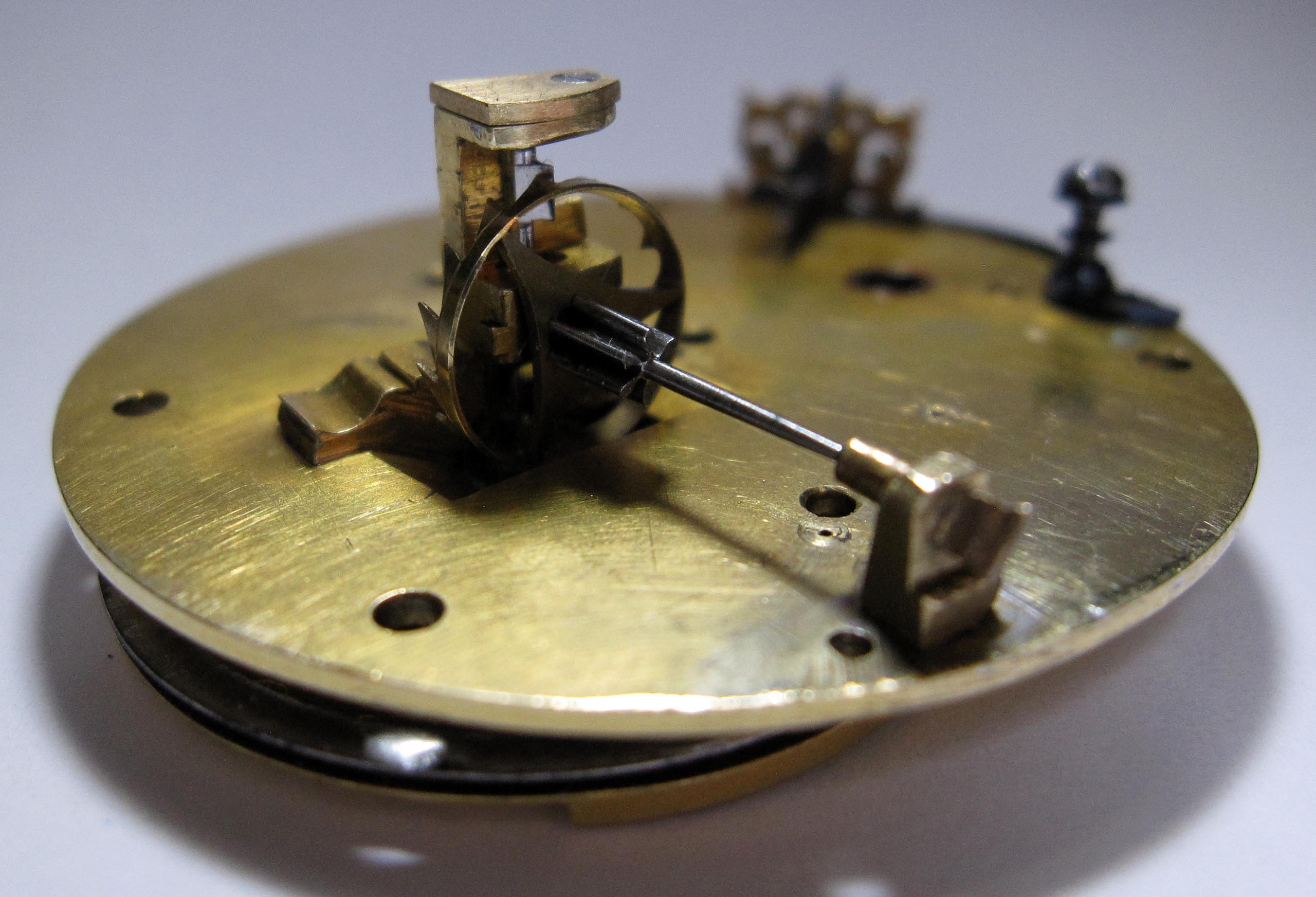
Das Werk besitzt eine Spindelhemmung mit Unruh und Spiralfeder und wird durch eine Fusée (Schnecke) mit Kette angetrieben.
Diese Art der Hemmung wurde 1673 von Christiaan Huygens erfunden und erstmals von seinem Pariser Uhrmacher Isaac Thuret angewendet. Das innere Ende der Spiralfeder ist an der Unruhwelle befestigt, das äußere an der Platine. Durch dieses System erhöhte sich die Ganggenauigkeit erheblich, sodass auf dem Zifferblatt neben dem Stundenzeiger auch ein Minutenzeiger eingeführt werden konnte.
Die Spindelhemmung wurde in Taschenuhren bis ins erste Drittel des 19. Jahrhunderts verwendet, bei stationären Uhren etwa bis 1860 (z. B. bei Comtoise-Uhren).
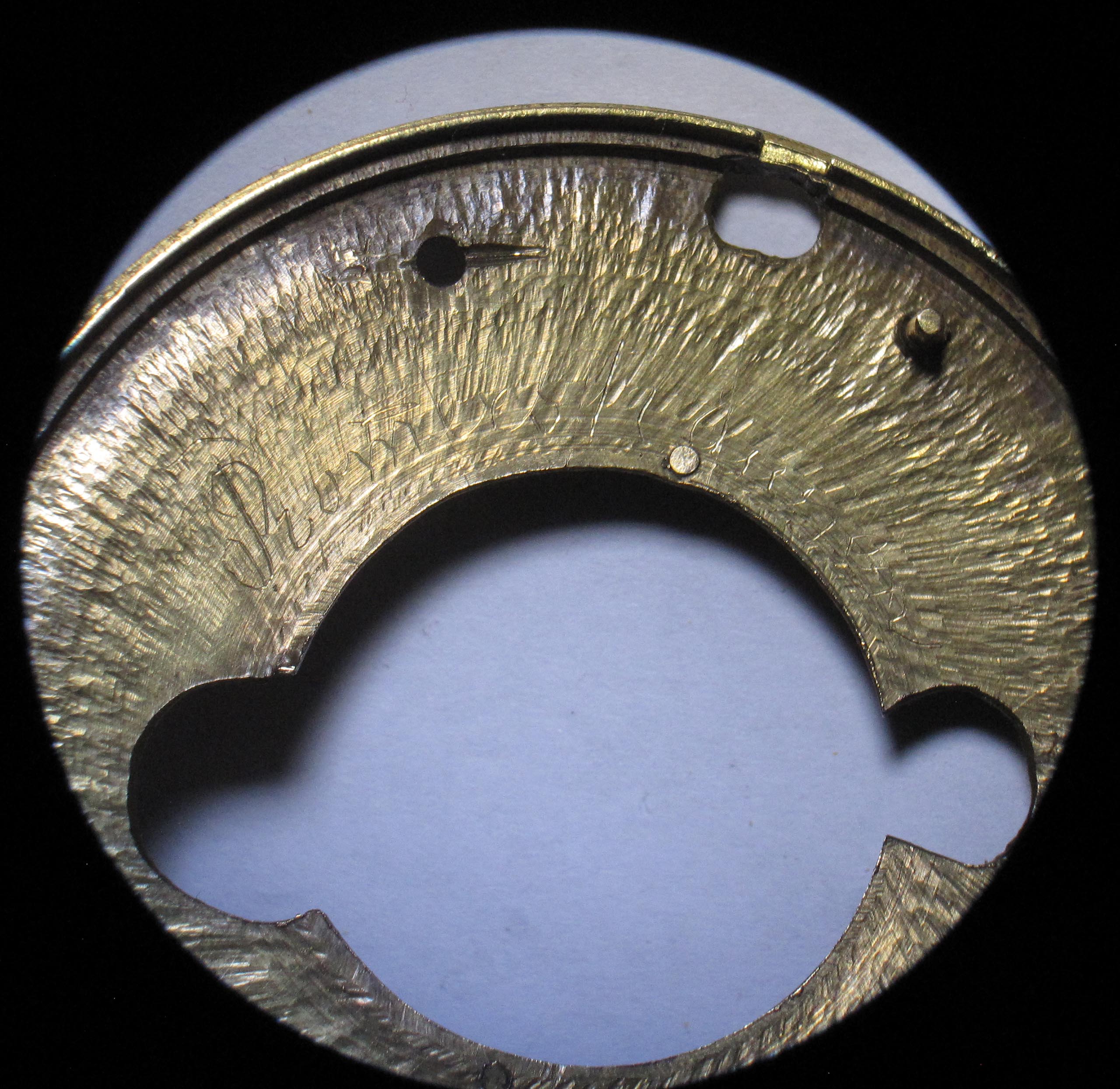
Auf den Platinen sind keine gravierten Nummern zu finden, lediglich ein eingeschlagenes „B“ sowie einige unleserliche Uhrmachersignaturen. Auf der Rückseite des Zifferblatts befindet sich zudem die Signatur „Romershausen“.
Werk aus einer Taschenuhr
Vollplatinenwerk aus vergoldetem Messing auf ägyptischen Säulen
vergoldete Spindelbrücke
die Brücke ist auf einem großen Fuß mit einer gebläuten Schraube befestigt
Eisenunruh mit drei Speichen
silberne Regulierplatte mit Zahlen von 60 bis 100, angebracht auf einer gravierten und skelettierten Auflage
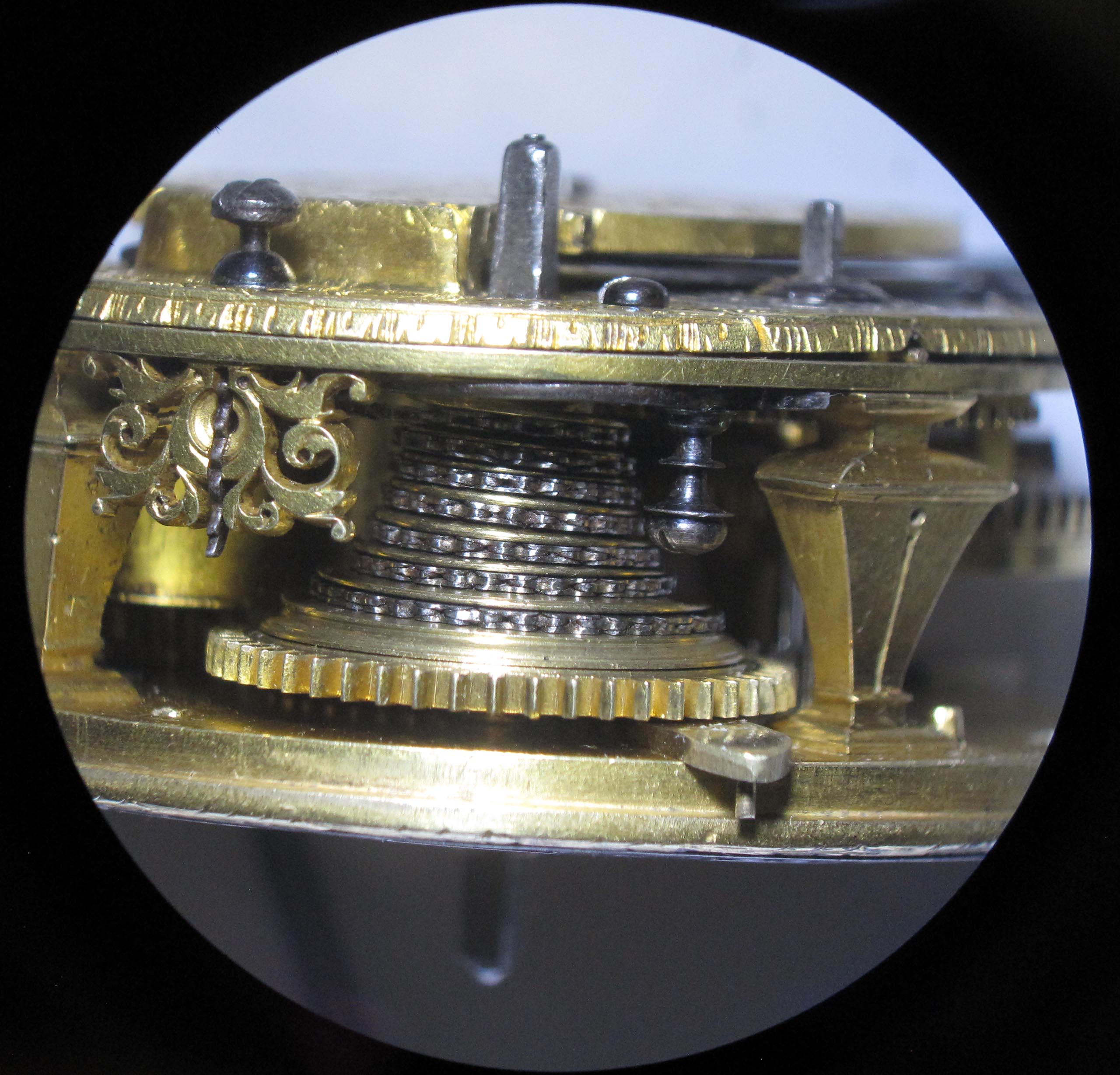
Antrieb durch Feder, Gall’sche Kette und Schnecke (Fusée)
Spindelhemmung
Regulierung der Federvorspannung über einen Vierkant zwischen den Platinen unter dem Federhaus
Aufzug mittels Vierkant von der Werkseite
Stempel „B“
Maße des Werkes: Höhe 27,2 mm, Ø 42,5 / 40 mm
Begutachtung der Uhr und Festlegung der Reparaturstrategie
Ich erhielt die Uhr bereits in zerlegtem Zustand.
Am Werk ist größtenteils alles original, nur an wenigen Stellen haben Uhrmacher bei früheren Reparaturen ihre Spuren hinterlassen. Die Vergoldung ist gut erhalten, es gibt etwas oberflächlichen Rost. Die Uhrenteile sind insgesamt hochwertig gefertigt. Die Restaurierung dieses Artefakts ist sinnvoll, da die Uhr historischen Wert besitzt.
Folgende Reparaturen sind erforderlich:
Unruhwelle beschädigt: der untere Zapfen ist abgebrochen, die Paletten der Welle zeigen nach langer Nutzung Verschleißspuren
an der Fusée-Kette ist ein Haken abgebrochen
an einem zusätzlichen Trieb ist ein Zapfen abgebrochen
Für die Reparatur einer solchen Uhr ist ein professionell durchdachtes Konzept und ausreichend Zeit erforderlich.
Anfertigung der Unruhwelle
30 Stunden
Leider lassen sich die Maße der Welle nicht vollständig bestimmen. Das Original wurde bereits repariert und verändert. Die Unruhbrücke wurde offenbar nach unten gedrückt, sodass der Abstand zwischen den Zapfenenden nicht mehr exakt messbar ist. Die Unruhwelle war gebrochen und wurde versucht zu verlöten; dabei wurde die Hülse der Unruh mit Zinn verschmutzt. Zunächst bestimmte ich jene Maße, die meiner Einschätzung nach noch unverändert und ohne Reparaturspuren erhalten waren. Die fehlenden Maße schätzte ich anschließend ab. Die Paletten an der Unruhwelle fertigte ich bewusst breiter. Den Abstand zwischen den Zapfen musste ich zunächst durch verschiedene Berechnungen ermitteln. Die präzise Ausführung dieser Arbeit ist die Grundlage für den Erfolg der weiteren Schritte. Daher sollte man hier lieber von Anfang an mehr Zeit investieren.
Zuerst fertigte ich zu Übungszwecken eine Probewelle an und richtete gleichzeitig die Fräsmaschine ein. Dafür benötigte ich etwa 10 Stunden intensiver Arbeit. Nach leichtem Richten der Unruhbrücke stellte ich fest, dass die Welle etwa 0,25 mm zu lang war. Das Kürzen des Schafts ist bei einer solchen Welle nahezu unmöglich, da sie sich schwer einspannen lässt, ohne beschädigt zu werden. Ich änderte daher die Maße in der Zeichnung. Das Original ist nicht exakt messbar, optisch beträgt die Stärke etwa 0,5 mm. Ich fertigte die Welle auf der Unruhseite etwas stärker mit 0,8 mm – überschüssiges Material kann man später besser abnehmen. Auch im unteren Bereich fertigte ich die Welle mit Ø 0,8 mm. Die Höhe des unteren Zapfens erhöhte ich auf 0,9 mm.
Mit gewonnener Erfahrung begann ich mit der Herstellung der endgültigen Welle. Arbeit bleibt Arbeit – es kann immer etwas Unvorhergesehenes auftreten, und man muss bereit sein, die Strategie anzupassen.
Reihenfolge der Herstellung:
Werkstoff: Silberstahl mit 2,6 mm Durchmesser
Schaft mit Zapfen auf der Drehmaschine gefertigt
Ø Zapfen 0,27 mm, endgültig 0,25 mm
Ø Schaft 0,8 mm
Gesamtlänge 3,0 mm
alle Oberflächen mit dem Polierfeil poliert
Zuerst fräste ich die lange Palette auf der Fräsmaschine.
Den Schaft grob rundum auf 0,6 mm Durchmesser und 6 mm Länge abgefräst.
Die kurze Palette gefräst.
Den Schaft grob abgefräst.
Den Schaft mit Zapfen auf der Drehmaschine gefertigt.
Die Achse abgetrennt.
Diese Arbeit nahm bereits etwa eine Stunde in Anspruch.
Härten und Anlassen des Teils
Der nächste Schritt ist das Härten und Anlassen des Teils. Das ist überhaupt der heikelste Moment bei der Arbeit. Hier ist Erfahrung erforderlich. Beim Härten darf sich das Werkstück nicht verziehen, reißen oder gar brechen. Die Oberflächen können oxidieren oder ausbrennen, was zu Materialverlust führt. Beim Anlassen geht es um wenige Sekunden und wenige Grad, die die Farbgebung beeinflussen. Man muss mit geübtem Auge visuell die Proportionen des Teils beurteilen: Masse, Länge, Stärke und wie schnell es die strohgelbe Farbe annimmt. Sowohl das Anlassen als auch das Härten müssen beim ersten Mal gelingen.
Die nächsten 10 Stunden verwendete ich auf die Bearbeitung der Paletten, um ihnen die richtige Form zu geben. Am besten schleift man die Paletten, wenn die Unruhwelle in der Drehmaschine eingespannt ist. Anschließend polierte ich die Oberflächen der Paletten glatt mit Degussit. Den Bereich zwischen den Paletten drehte ich noch etwas auf der Drehmaschine ab. Die Zapfen rollierte ich und rundete die Enden.
Nun kann die Unruhwelle eingesetzt und die Länge überprüft werden. Zuerst kürzte ich die Paletten etwas. Da das Endmaß nicht bekannt war, musste ich viele Male schrittweise nacharbeiten, einsetzen und prüfen, bis die Palette schließlich vom Hemmungsrad abglitt, ohne die Zähne zu berühren.
Arbeiten an Unruh und Spirale
25 Stunden
Danach konnte ich mich der Unruh widmen. Zuerst entfernte ich vorsichtig die Spirale, dann spannte ich die Unruh an der Hülse in ein Zentriergerät ein, um sie zu zentrieren und in der Ebene zu richten, sodass sie nicht „eiert“. Die Messinghülse wurde ausgepresst. Da das Original mit Zinn verschmutzt war, fertigte ich eine neue Hülse an.
Ich vernietete die neue Hülse in die Unruh und presste die Unruhwelle ein. Anschließend überprüfte ich erneut die Zentrierung und richtete nach. Nun musste die Unruh ausgewuchtet werden. Dafür brachte ich auf dem Unruhreif Zinn auf, so wie es bereits ein Uhrmacher vor mir getan hatte.
Spirale
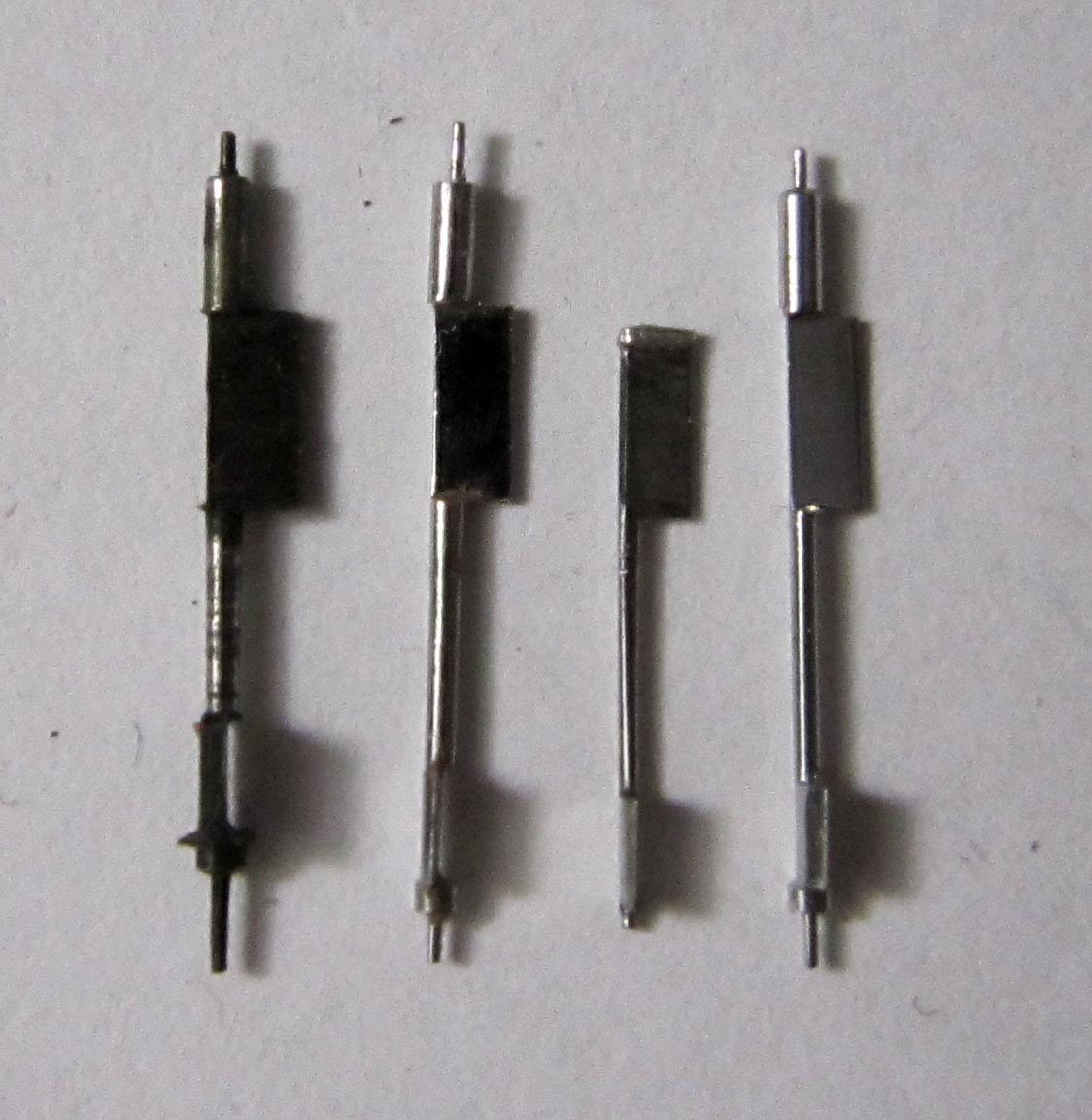
Herstellung der Gall’schen Kette
6 Stunden
An der Gall’schen Kette war auf einer Seite ein Haken abgebrochen. Ich fertigte ihn aus Stahl neu an. Außerdem stellte ich einen kleinen Stift her (Ø 0,32 mm × 0,6 mm), um den Haken zu vernieten.
Auf dem Foto ist der obere Haken der von mir gefertigte.
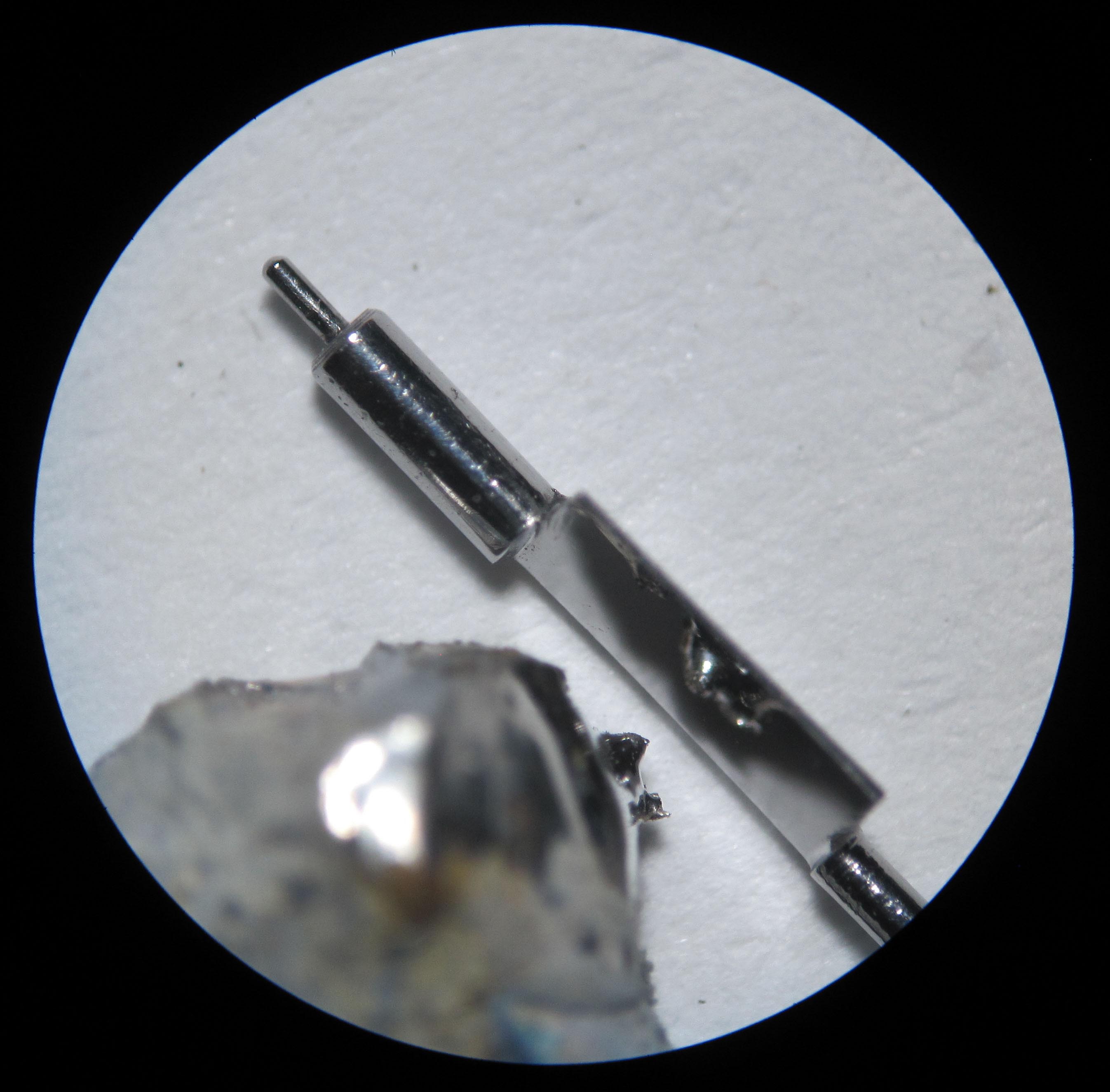
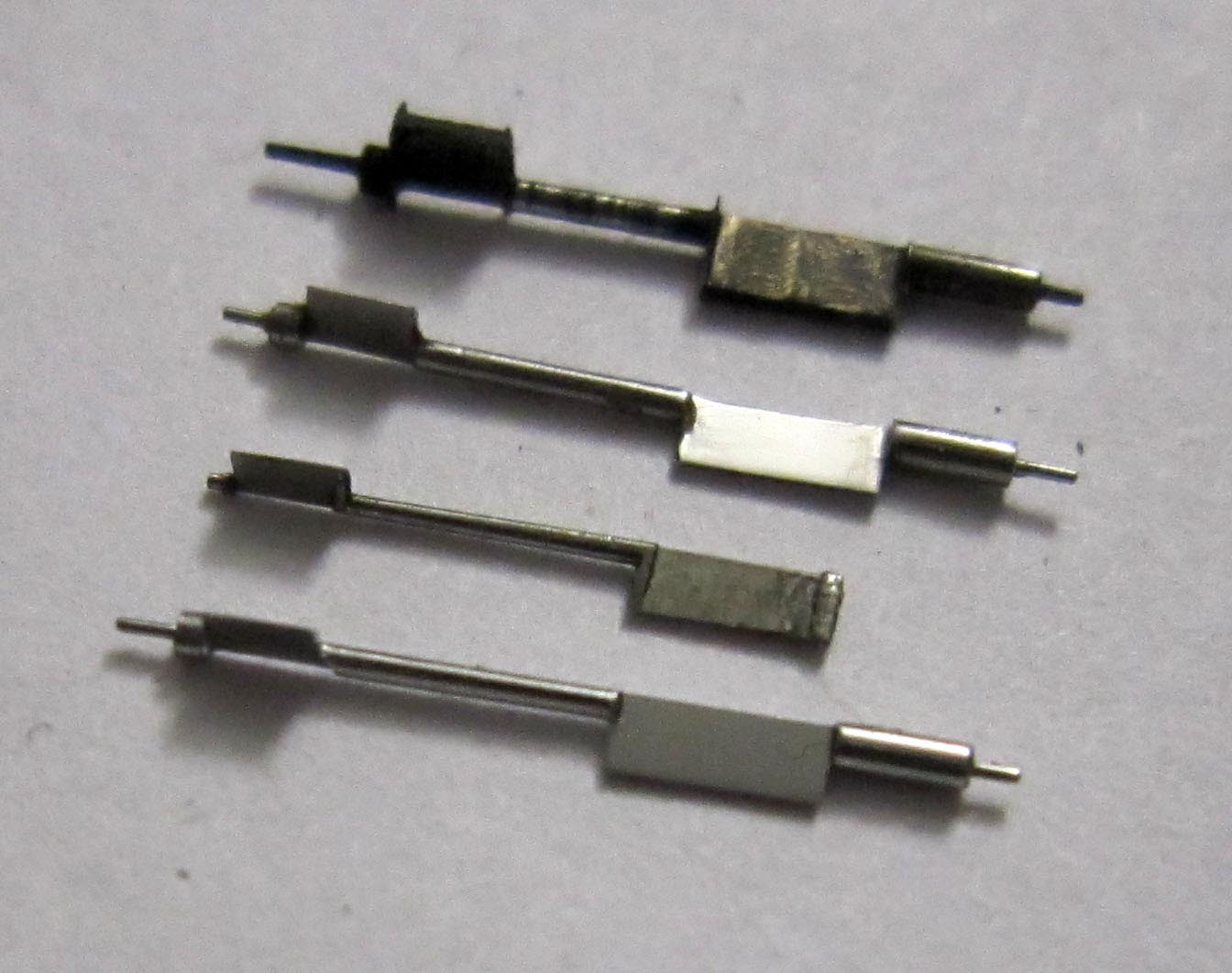
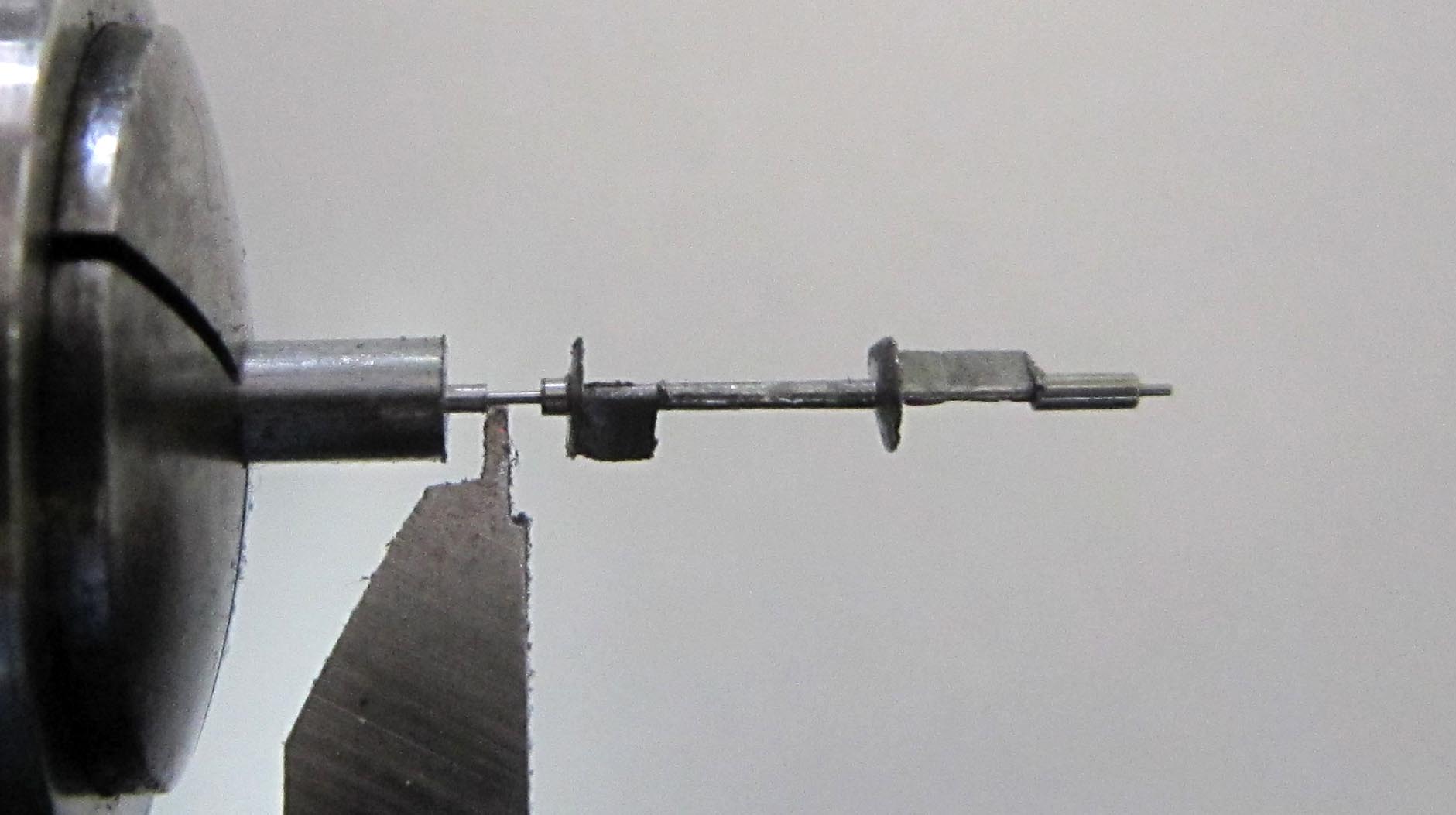
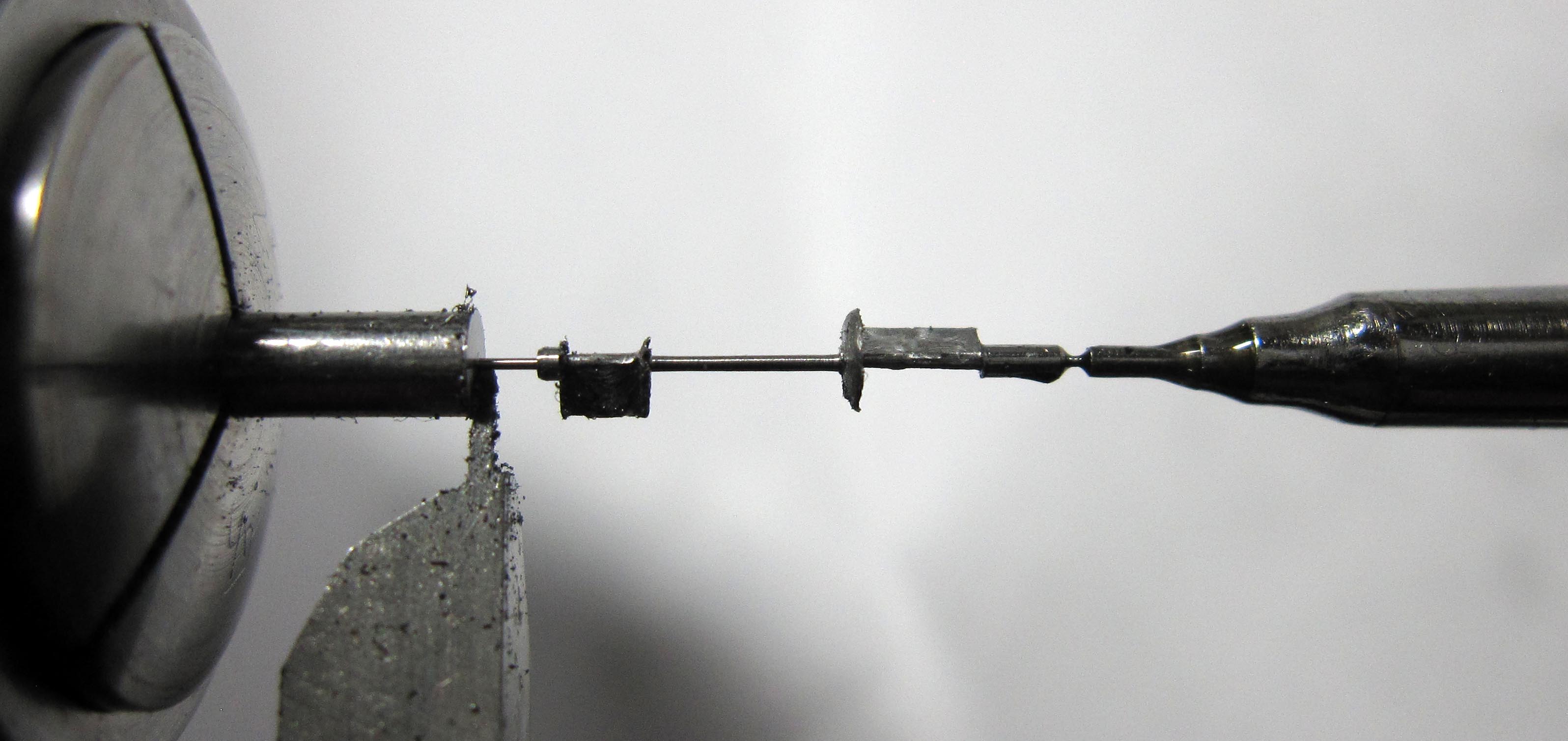
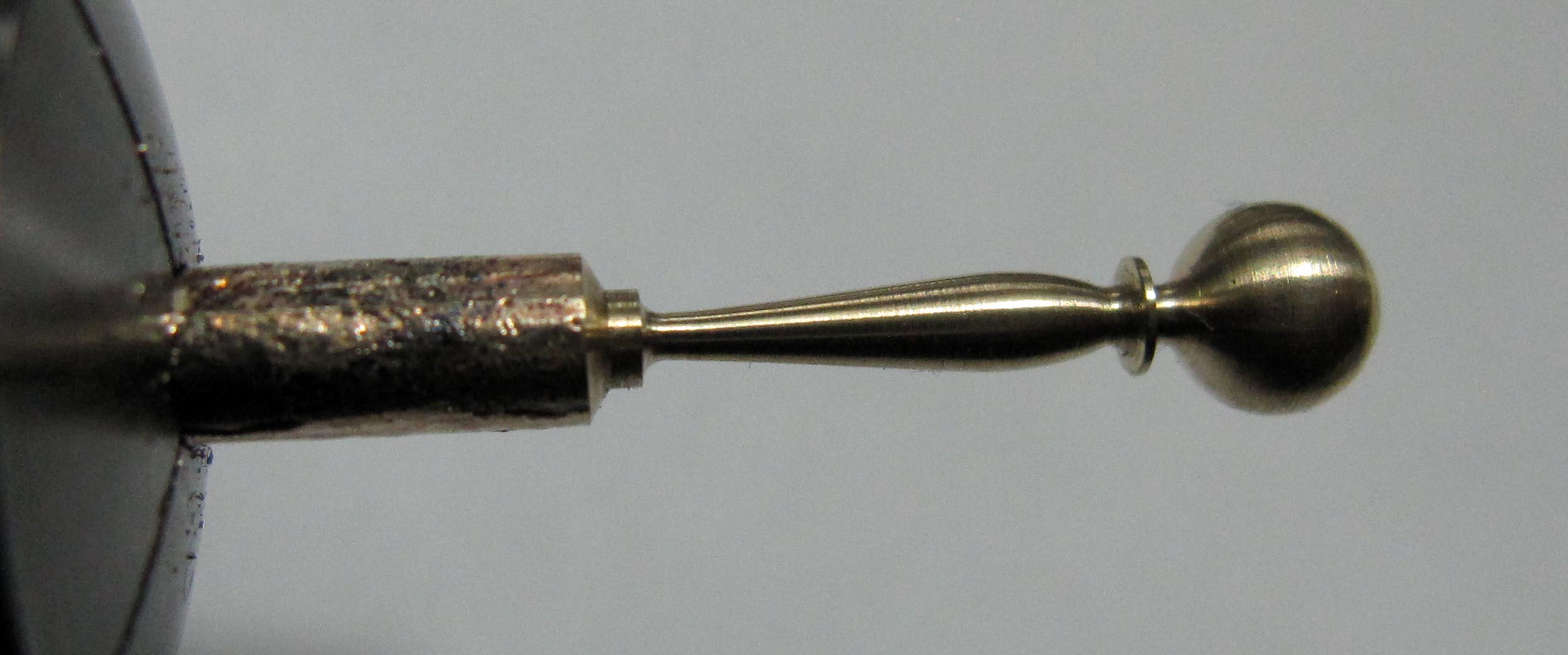
Herstellung des Sperrkegels für die Schnecke
4 Stunden
Die Sperrklinke war stark abgenutzt, daher fertigte ich einen neuen an. Auf dem Foto ist der Verschleiß zu sehen sowie der abgebrochene Stift mit einem Durchmesser von etwa 0,55 mm und einer Länge von etwa 0,85 mm.
Links der neu gefertigte Sperrkegel.
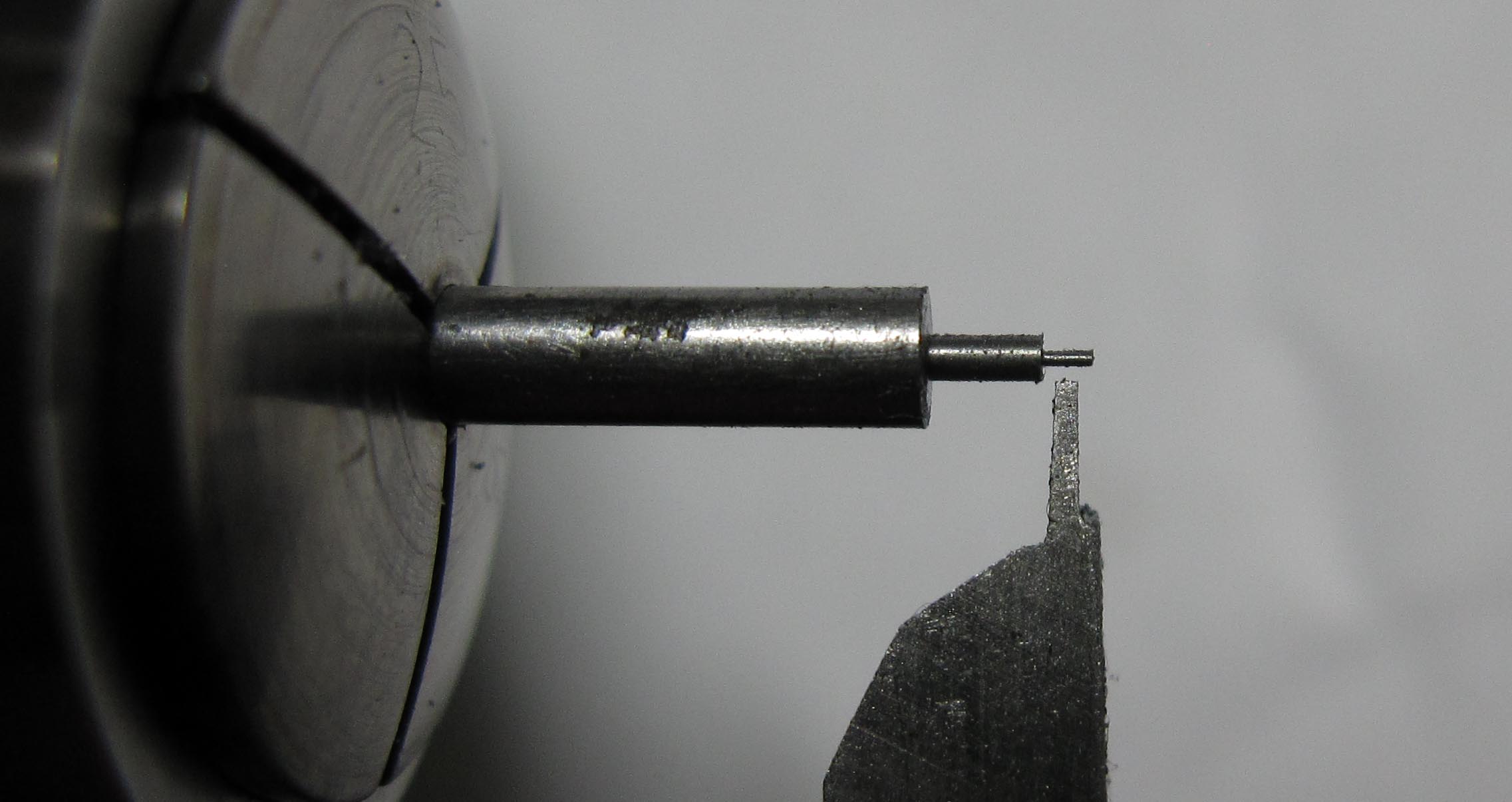
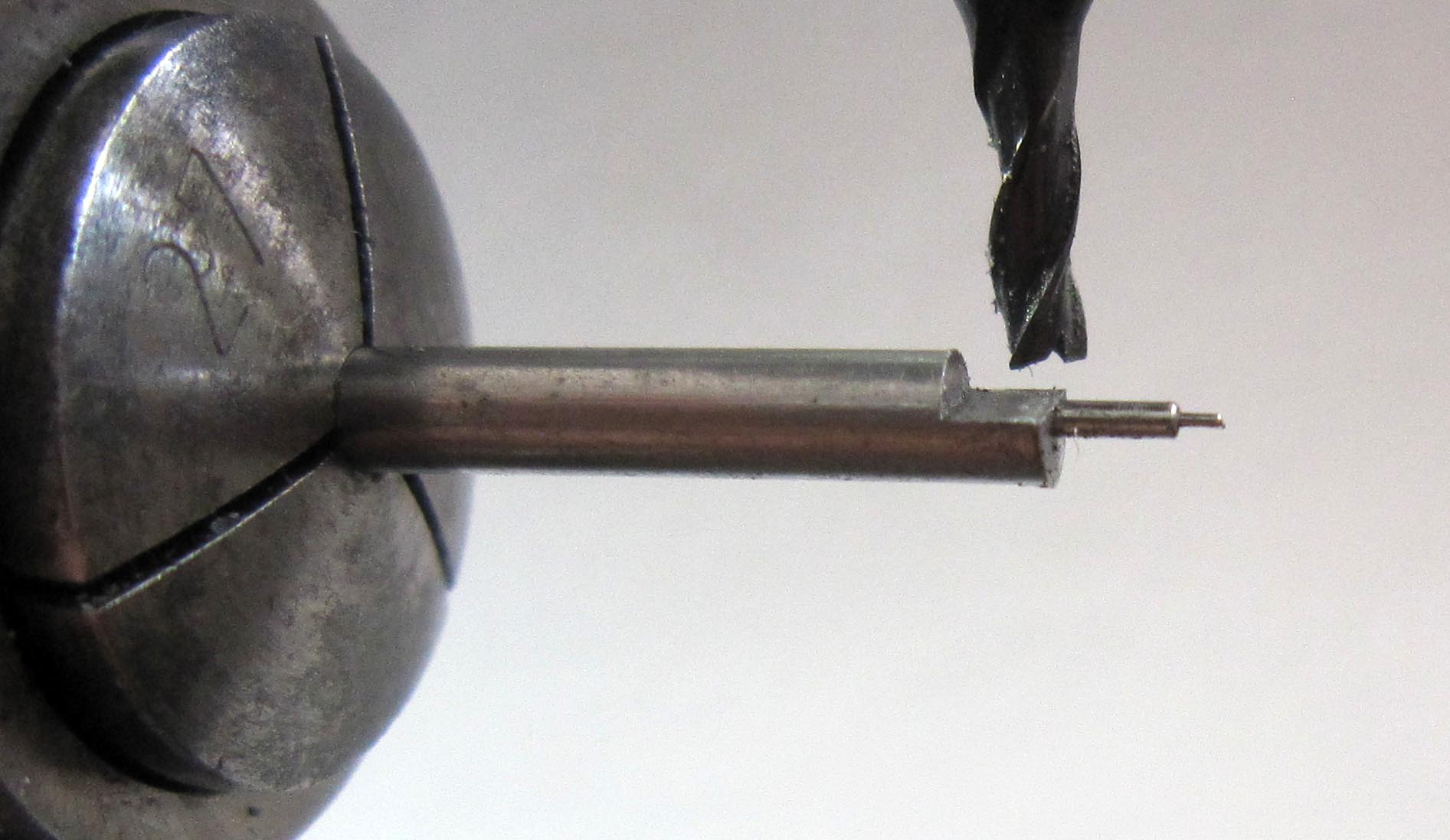
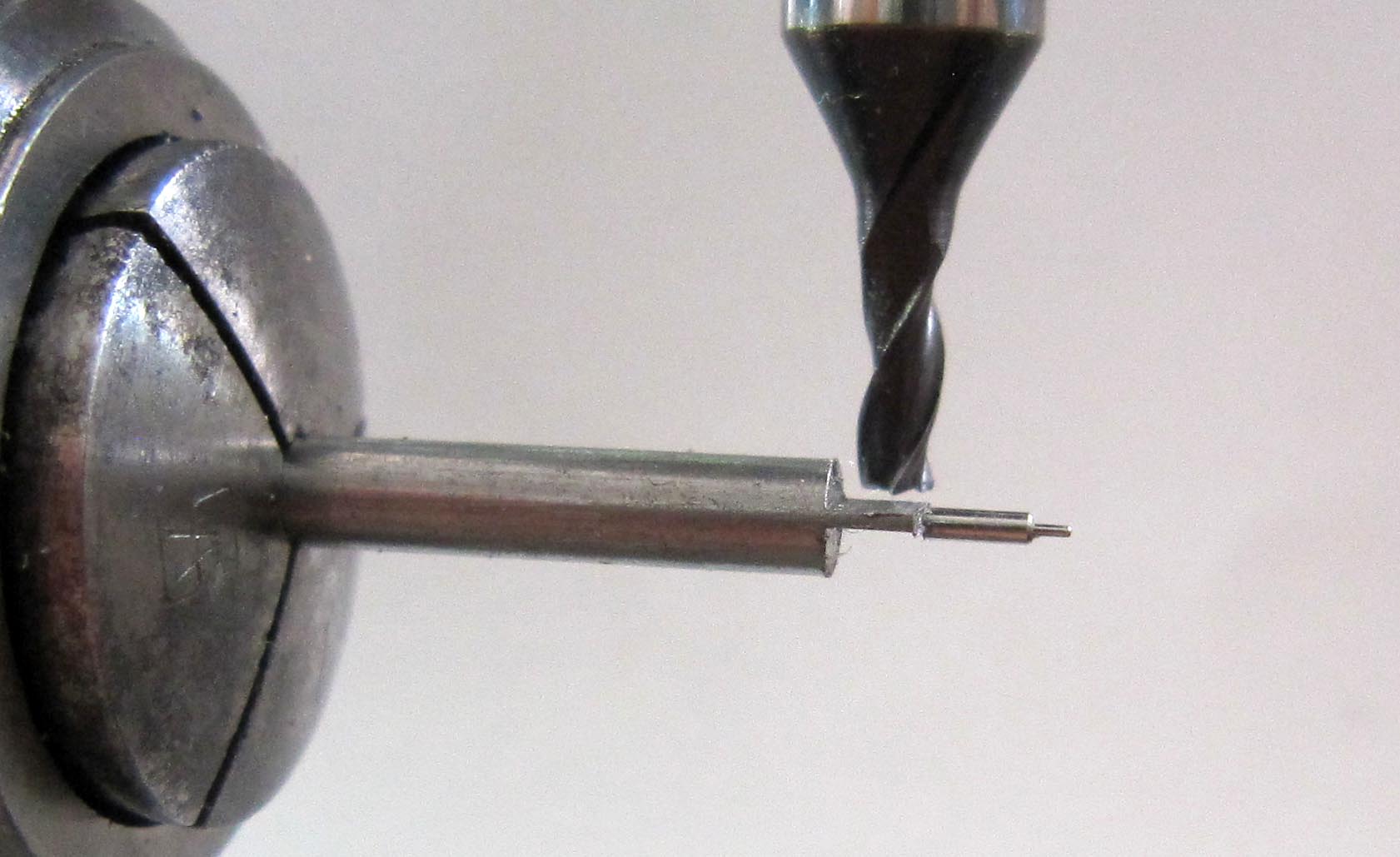
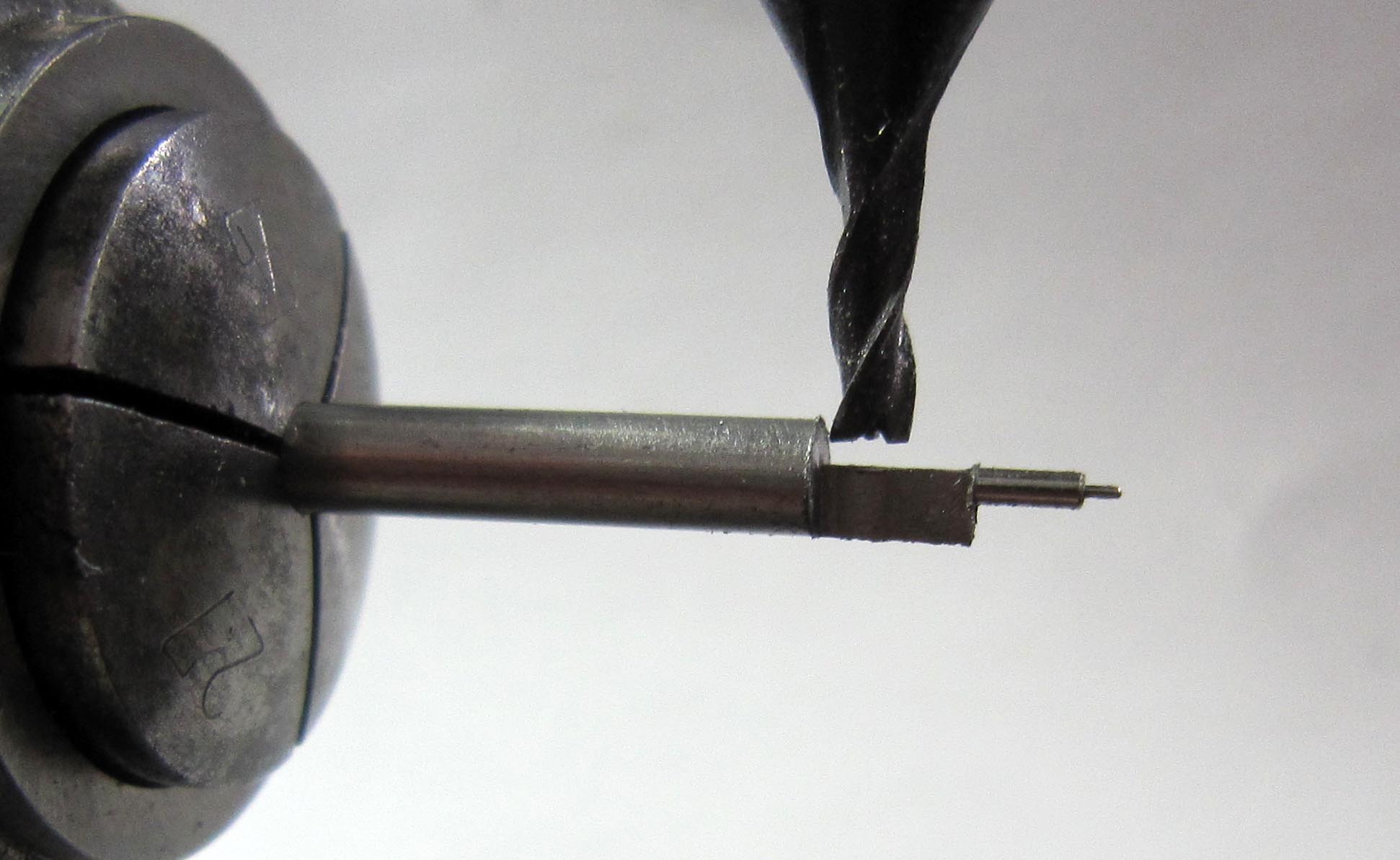
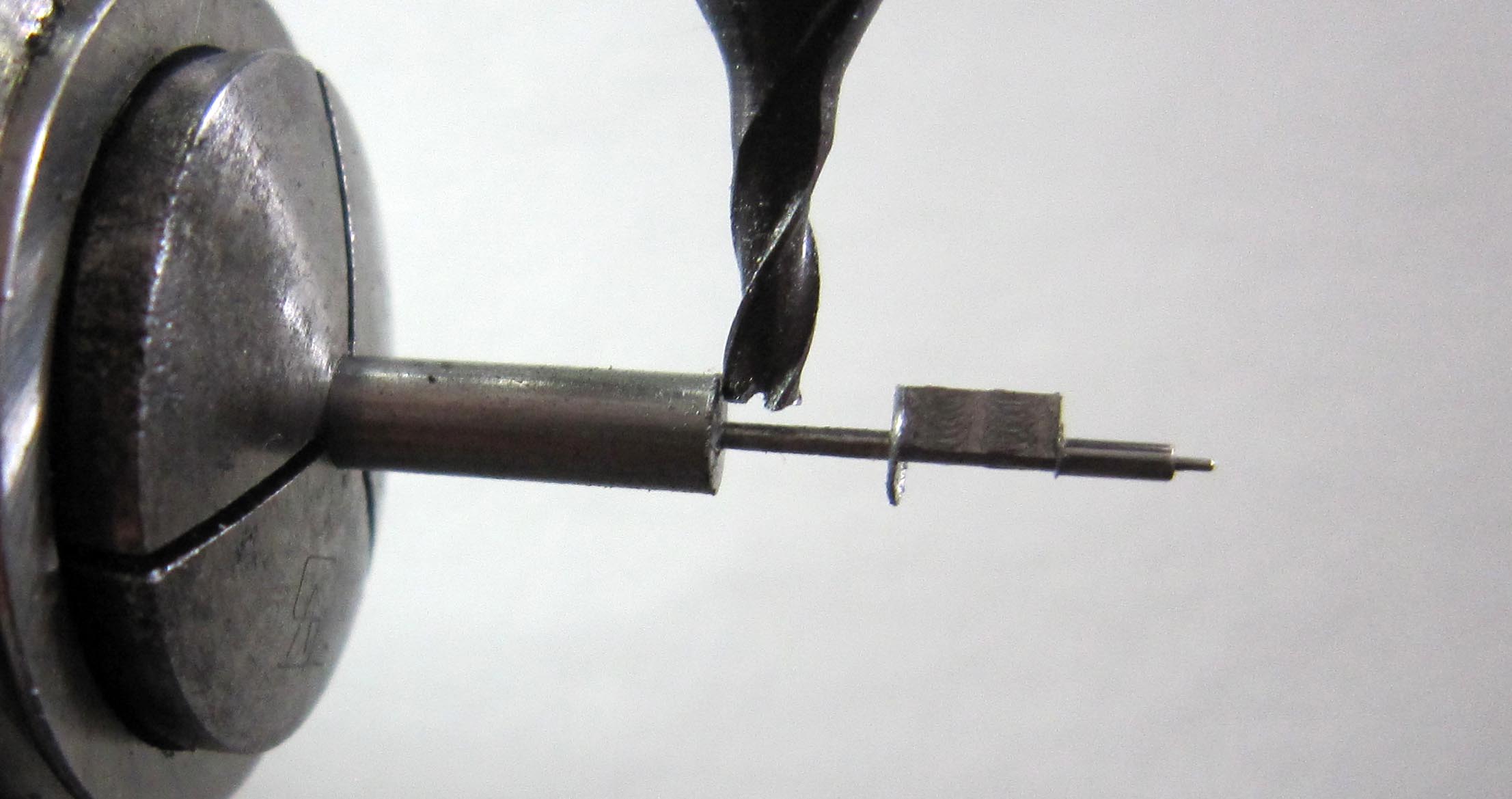
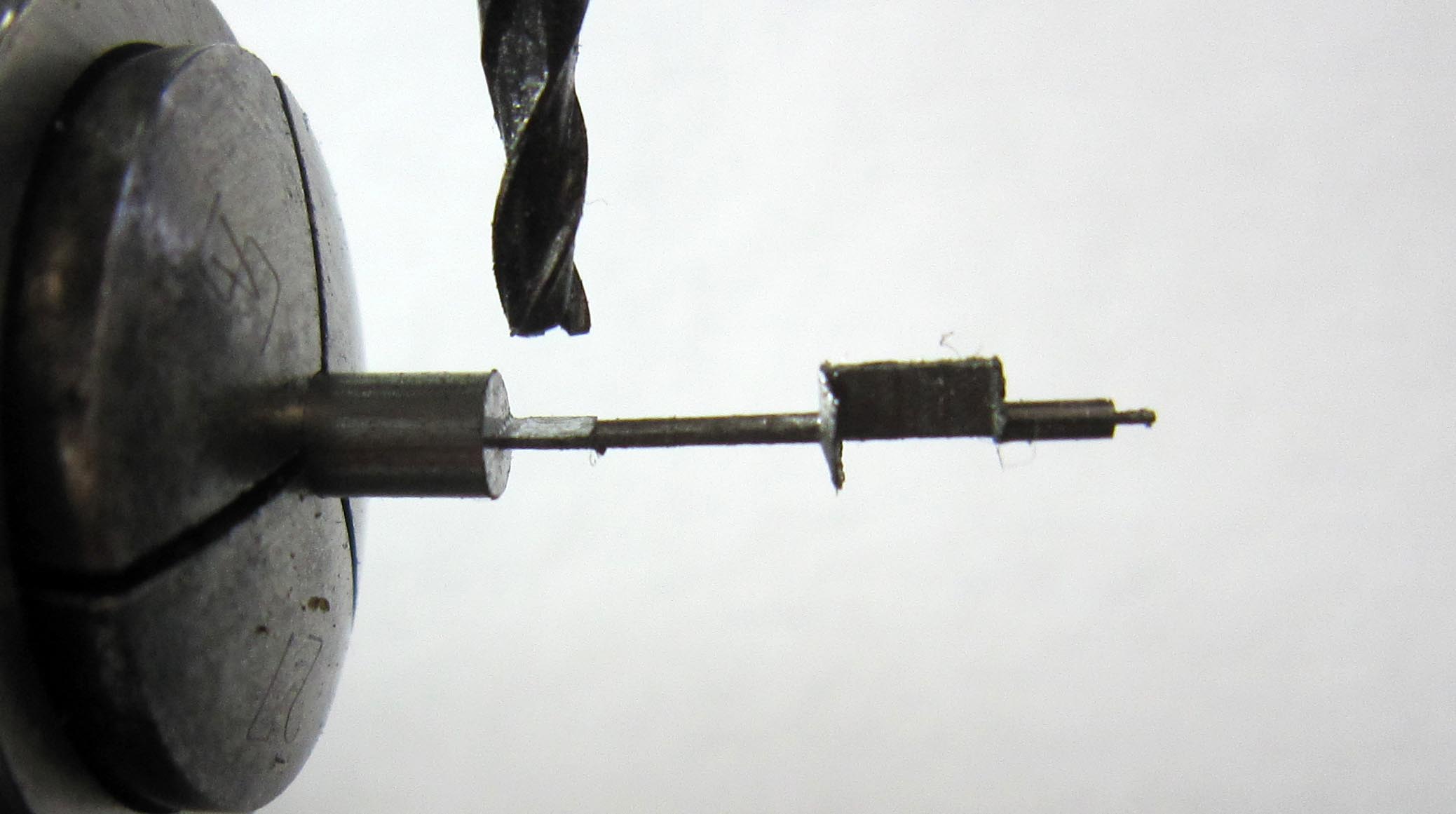
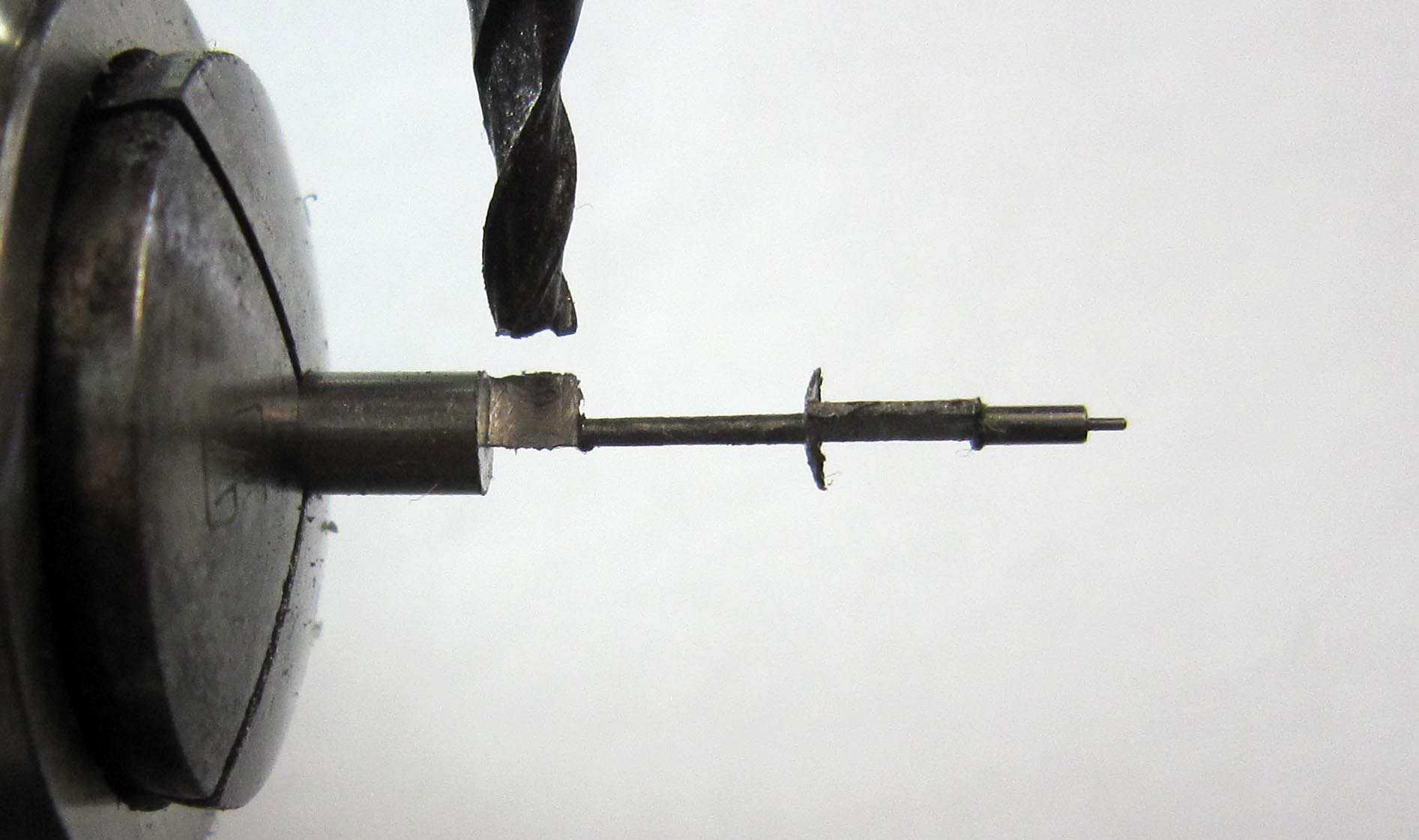
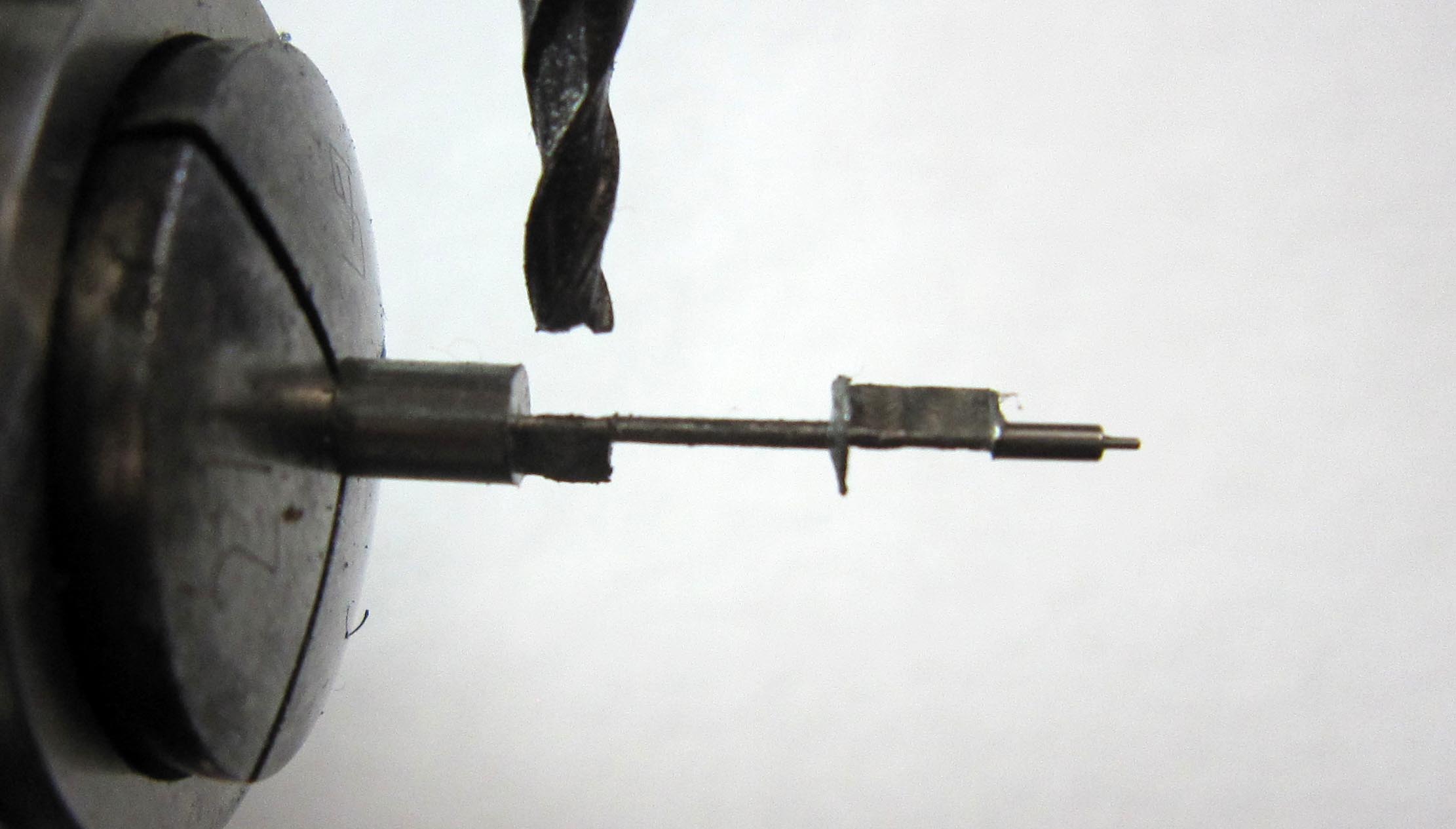
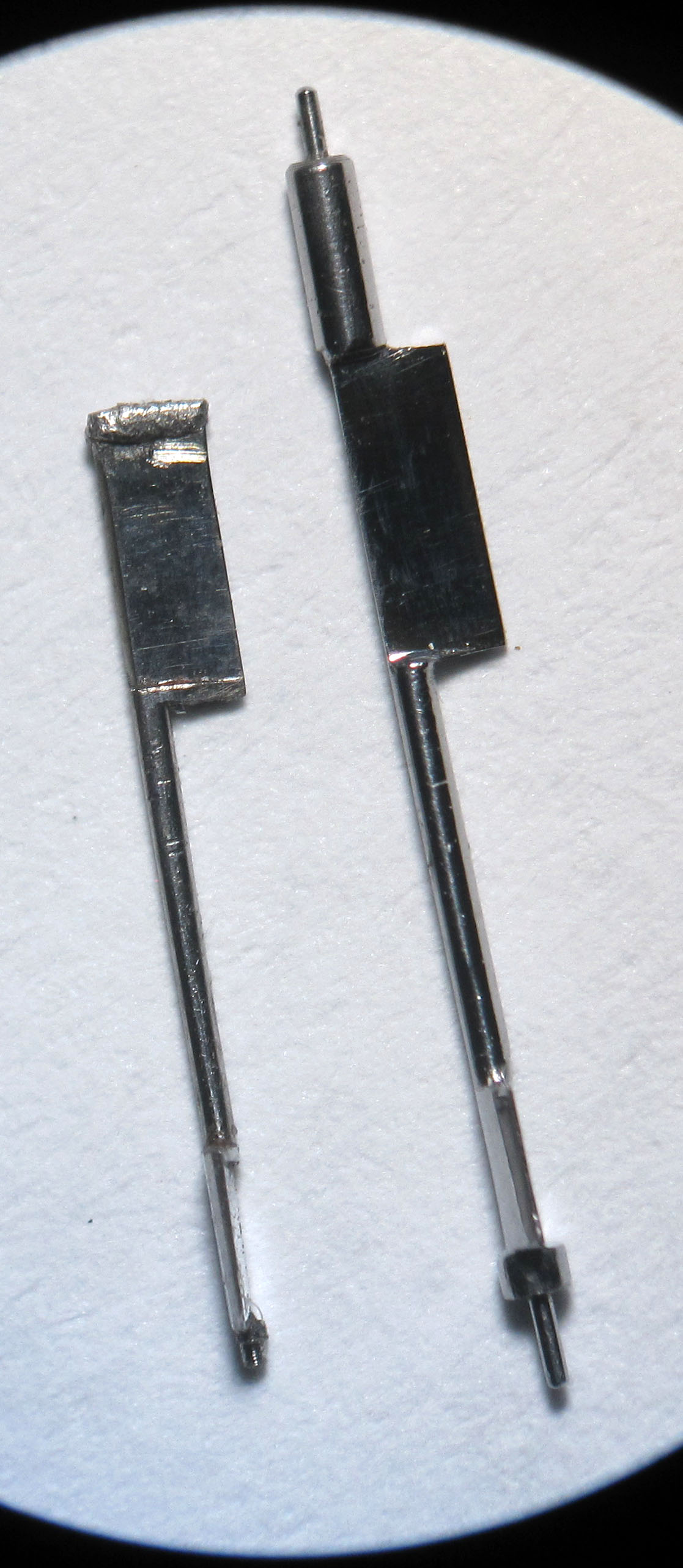
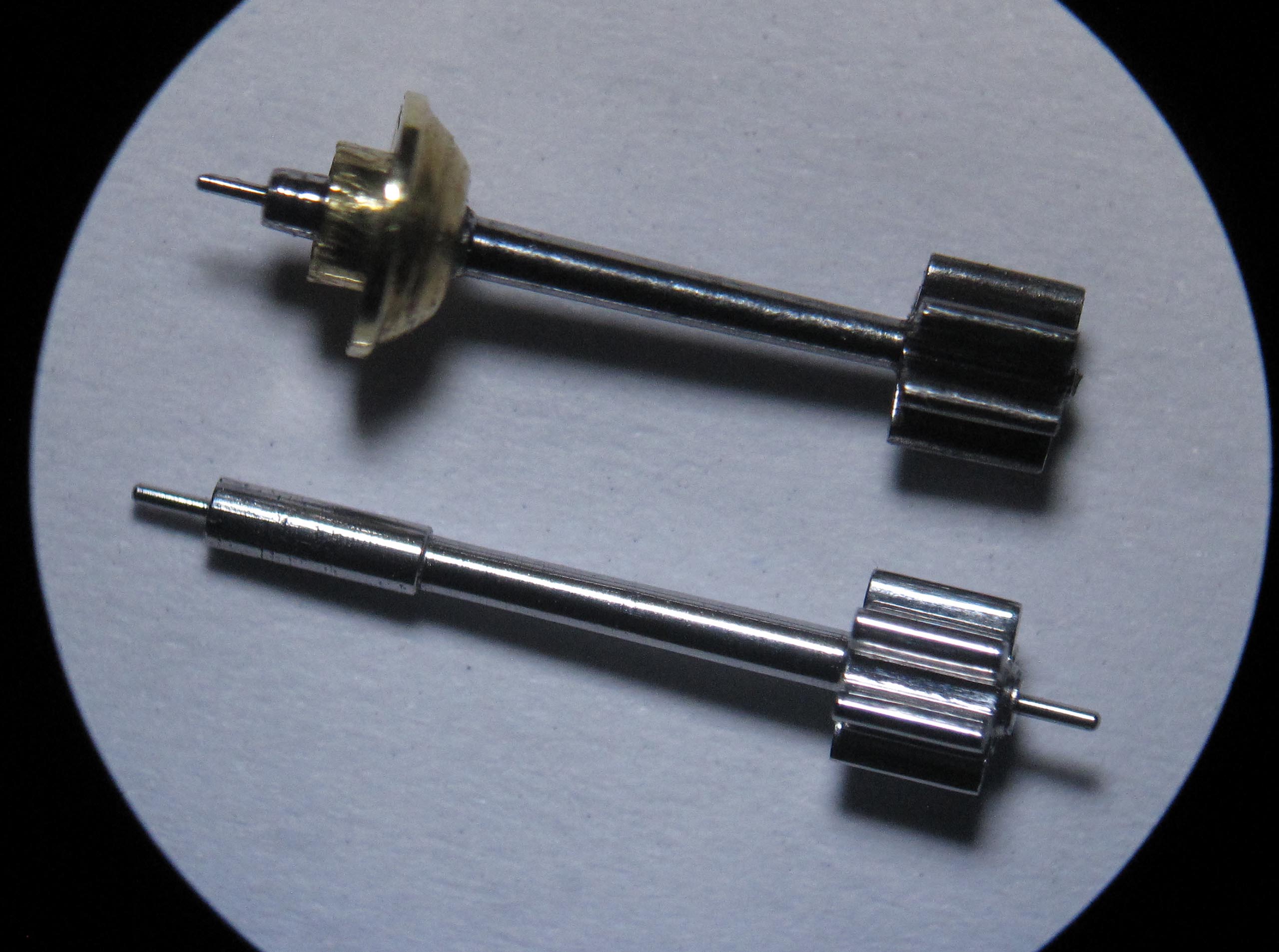
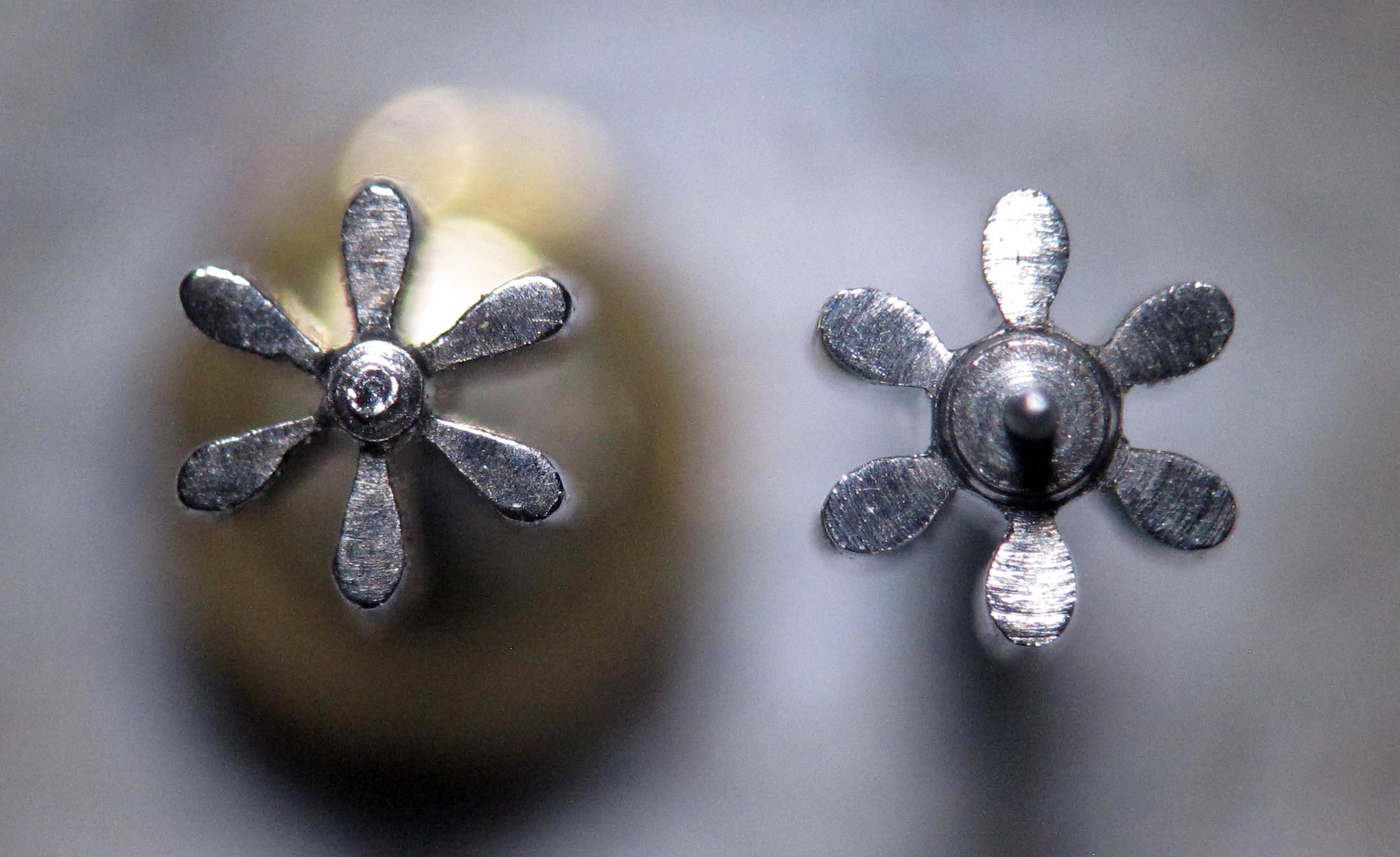
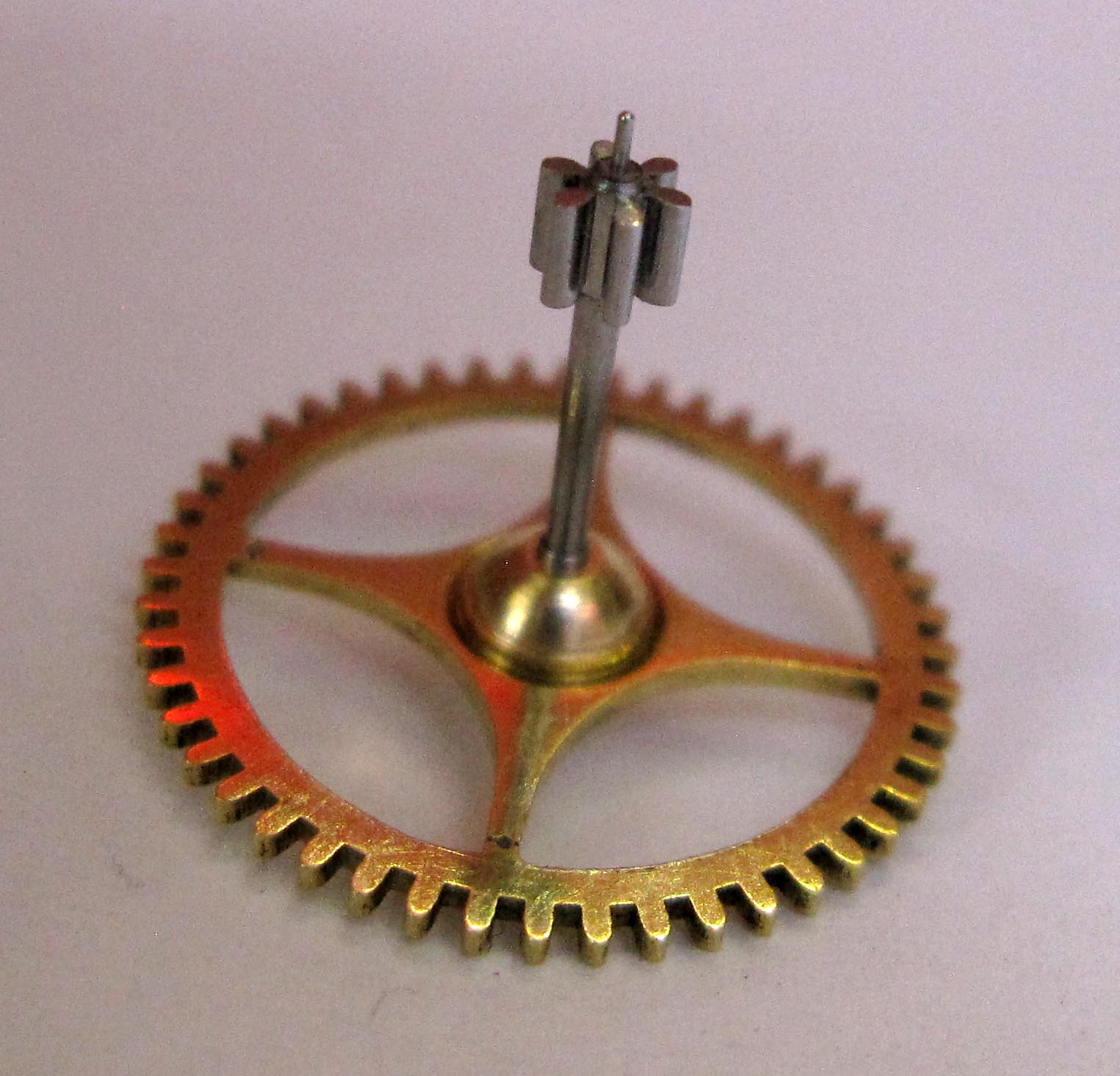
Herstellung des Triebs
20 Stunden
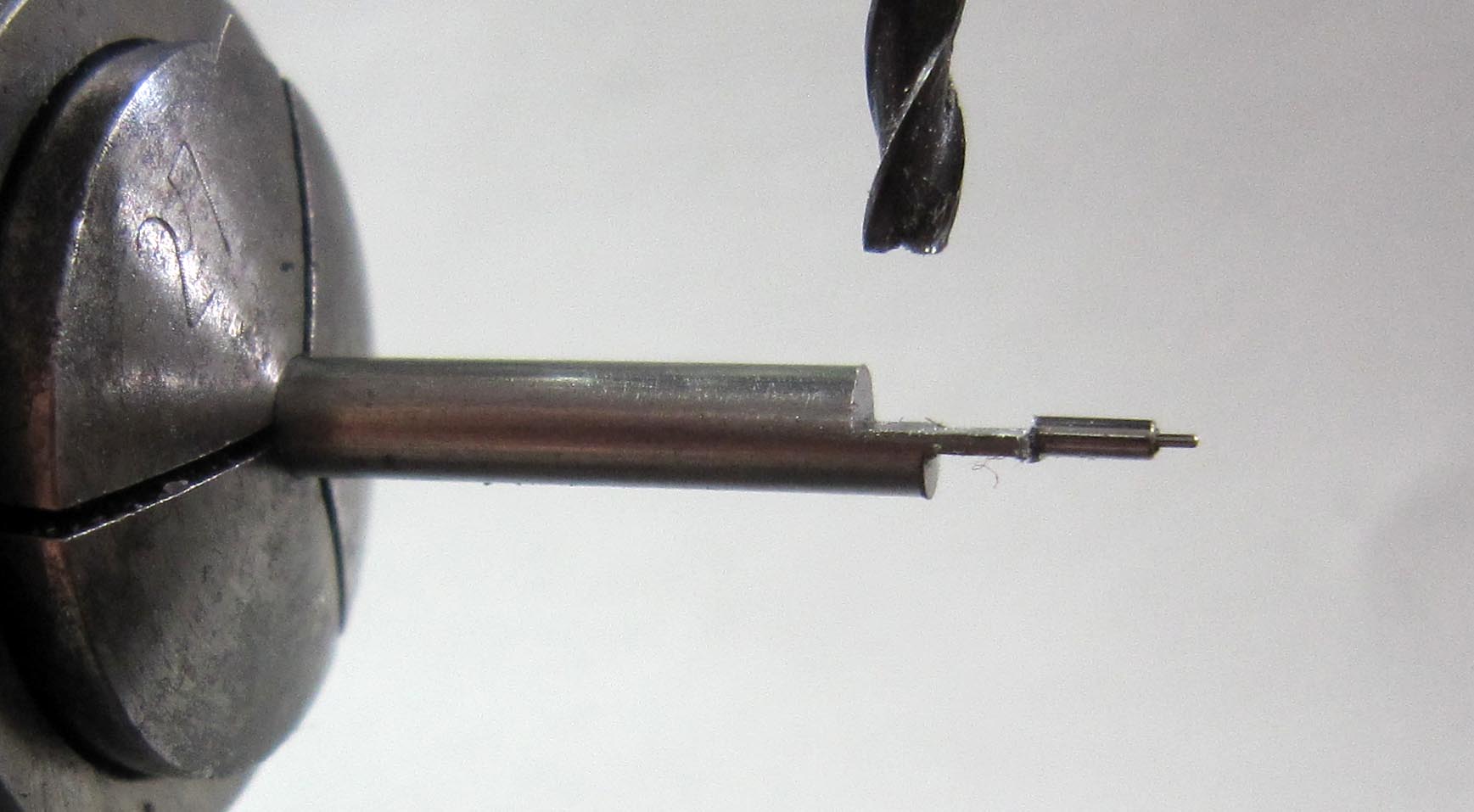
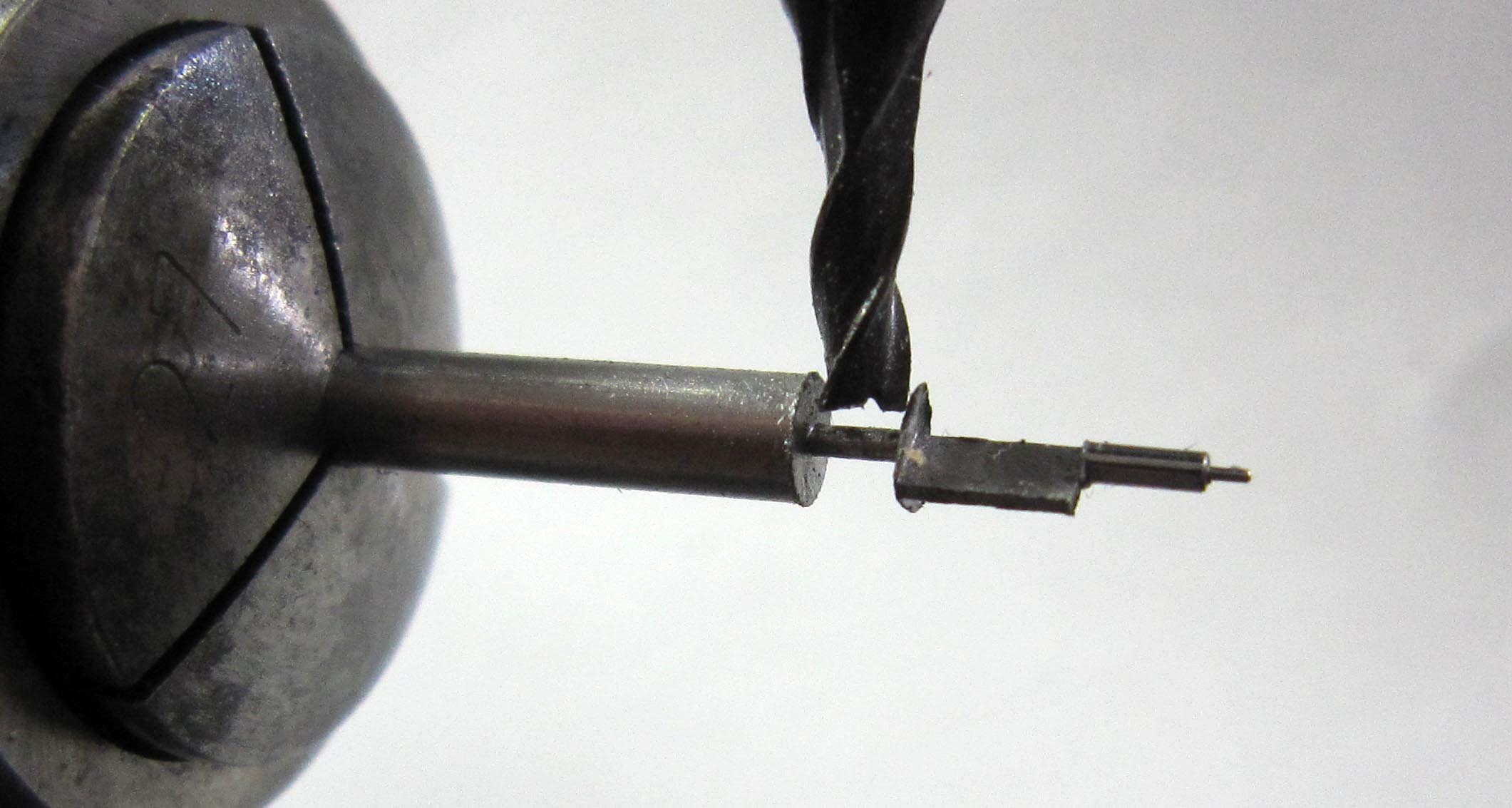
Im Uhrwerk ist der Zapfen eines Triebes abgebrochen. Es muss ein neues Trieb angefertigt werden. Maße des Triebes: Ø 2,7 mm, Zapfendurchmesser: Ø 0,29 mm. Das Trieb hat 6 Zähne. Die Verzahnung habe ich mit einem Werkzeug aus dem 19. Jahrhundert gefräst.
Die Messingbuchse wurde ebenfalls neu angefertigt.
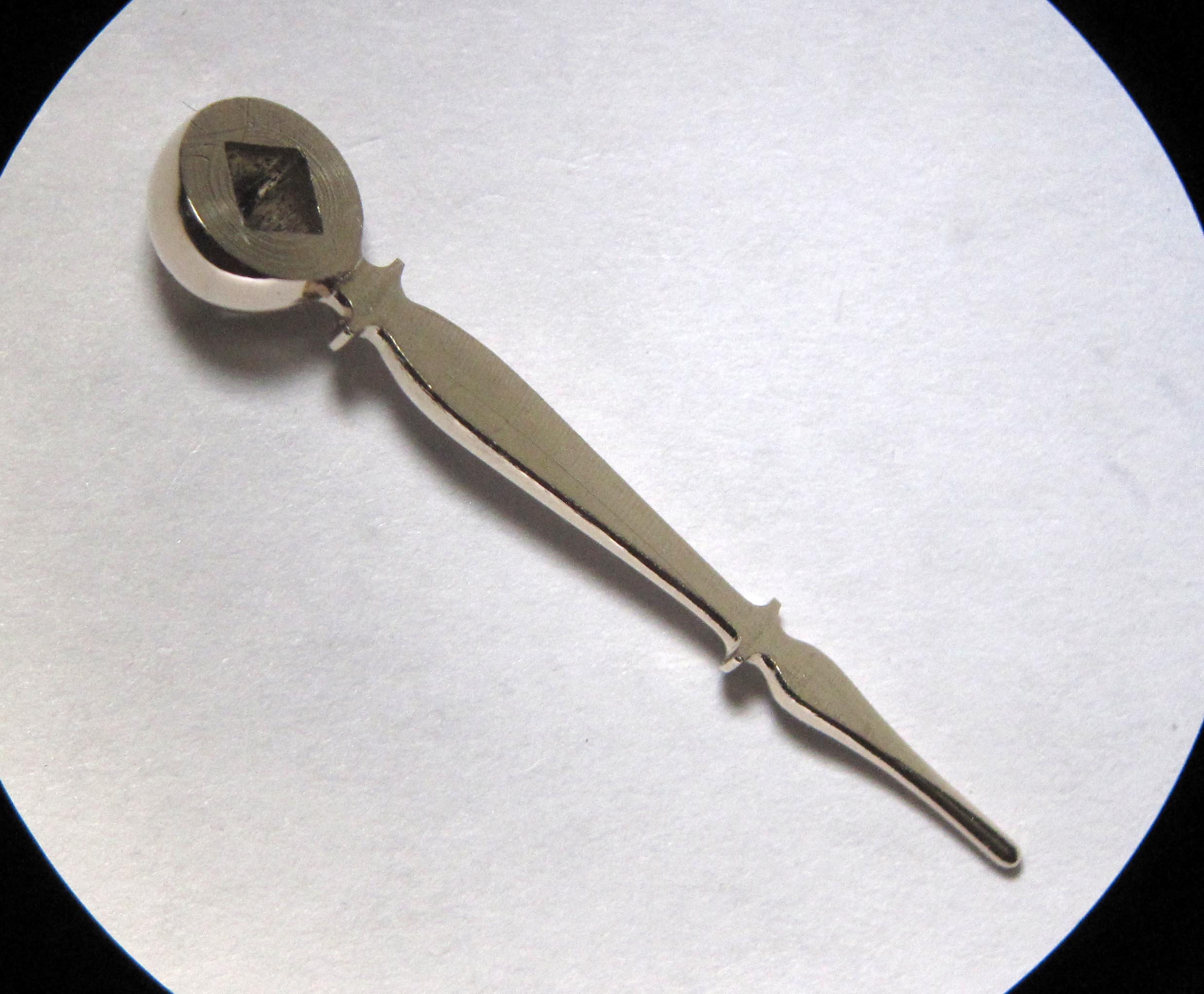
Herstellung der Zeiger
Die Zeiger des Uhrwerks fehlen, sie sind abgebrochen. Nur das Futter, das auf dem Viertelrohr sitzt, ist erhalten geblieben. Optisch ähnelt das Material Gold. Das ursprüngliche Design der Zeiger sowie das genaue Material sind nicht bekannt. Daher dienten zeittypische Zeigerformen als Vorbild, die stilistisch zum Zifferblatt und Gehäuse passen.
Arbeitsfolge bei der Herstellung des Minutenzeigers:
Arbeitszeit: 30 Stunden
Gießen eines Rohlings (Ø 3,5 mm × 30 mm) aus Gold im Induktionsofen.
Drehen des Zeigerfutters (Ø 4,4 mm) an der verdickten Seite – dies ist der Teil, der auf das Viertelrohr gesetzt wird.
Formdrehen des Zeigers auf der Drehmaschine, Polieren und Abstechen.
Aufkitten des Zeigers auf Siegellack, Plan-Drehen der Rückseite und Bohren eines Lochs (Ø 1,5 mm) in das Futter.
Einarbeiten des Vierkantlochs für das Viertelrohr.
Abschließendes Polieren. Endmaße: 4,4 mm × 22 mm × 1,2 mm, Gewicht: 0,5 g.
Arbeitsfolge bei der Herstellung des Stundenzeigers:
Arbeitszeit: 20 Stunden
Gießen eines Rohlings (Ø 5 mm × 16 mm) aus Gold im Induktionsofen.
Beidseitiges Abdrehen des Rohlings im Dreibackenfutter, wobei an einem Ende Zylinder geformt wurden.
Einspannen des größeren Zylinders in eine Spannzange, Bohren der Löcher (Ø 0,7 mm und Ø 1,5 mm), Fräsen der Verjüngung und des Zylinders (Ø 4,2 mm). Anreißen der Symmetrielinie.
Herausarbeiten der Blattform (Lanzettform) mit Nadelfeilen und der Laubsäge. Bohren der Öffnung (Ø 3,2 mm).
Den Zeiger auf Siegellack aufgekittet. Das Relief über den gesamten Zeiger hinweg eingraviert.
Die Oberfläche mit Degussit fein geschliffen und die Fasen (Kanten) angebracht. Abschließendes Polieren. Endmaße: 0,7 mm × 4,8 mm × 15,8 mm, Gewicht: 0,2 g.
Arbeitszeit: 8 Stunden
8 часов
Das Gehäuse befindet sich insgesamt in einem zufriedenstellenden Zustand. Einige Steinelemente auf den Messingplatten fehlen und wurden von Unbekannten gespachtelt. Das Holz ist beschädigt, zudem wurde abgeplatzter Schellack an der Befestigungsstelle des oberen Scharniers ausgespachtelt – dabei verrichtet dieses Scharnier bereits seit 300 Jahren seinen Dienst. An einigen Stellen weist der Schellack sichtbare Risse auf.
Ich habe Staub und Schmutz sorgfältig entfernt und die Messingoberflächen mit Terpentin gereinigt.
Interessant
Istvanplatz vor dem Wohn- und Geschäftshaus von Victor Dietel in Greiz — Projekt für Istvan Sky Memorial.
Reparatur und Restauration einer Tischuhr mit Spindelgang, angetrieben durch Schnecke mit Kette.
Gewindeschneidapparat für Schaublin 70 handmade 2016 by Alexander Babel.
Car-PC Projekt für Mercedes Е Klasse W211, entwickelt und gebaut 2014.
Kontakt
Alexander Babel ist ein Autodidakt als Konstrukteur, Ingenieur, Feinmechaniker, Werkzeugmacher, Uhrmacher und Goldschmied.