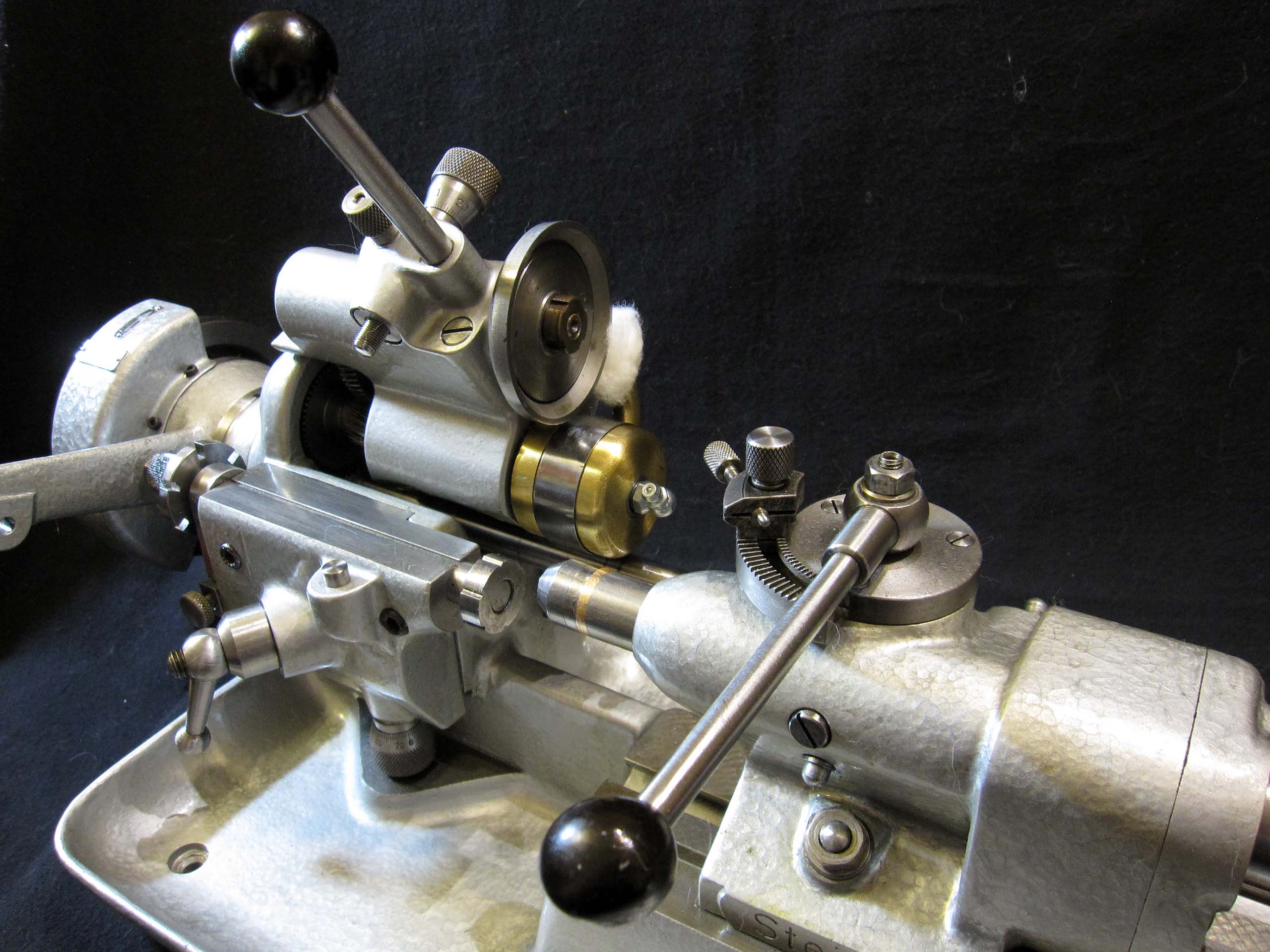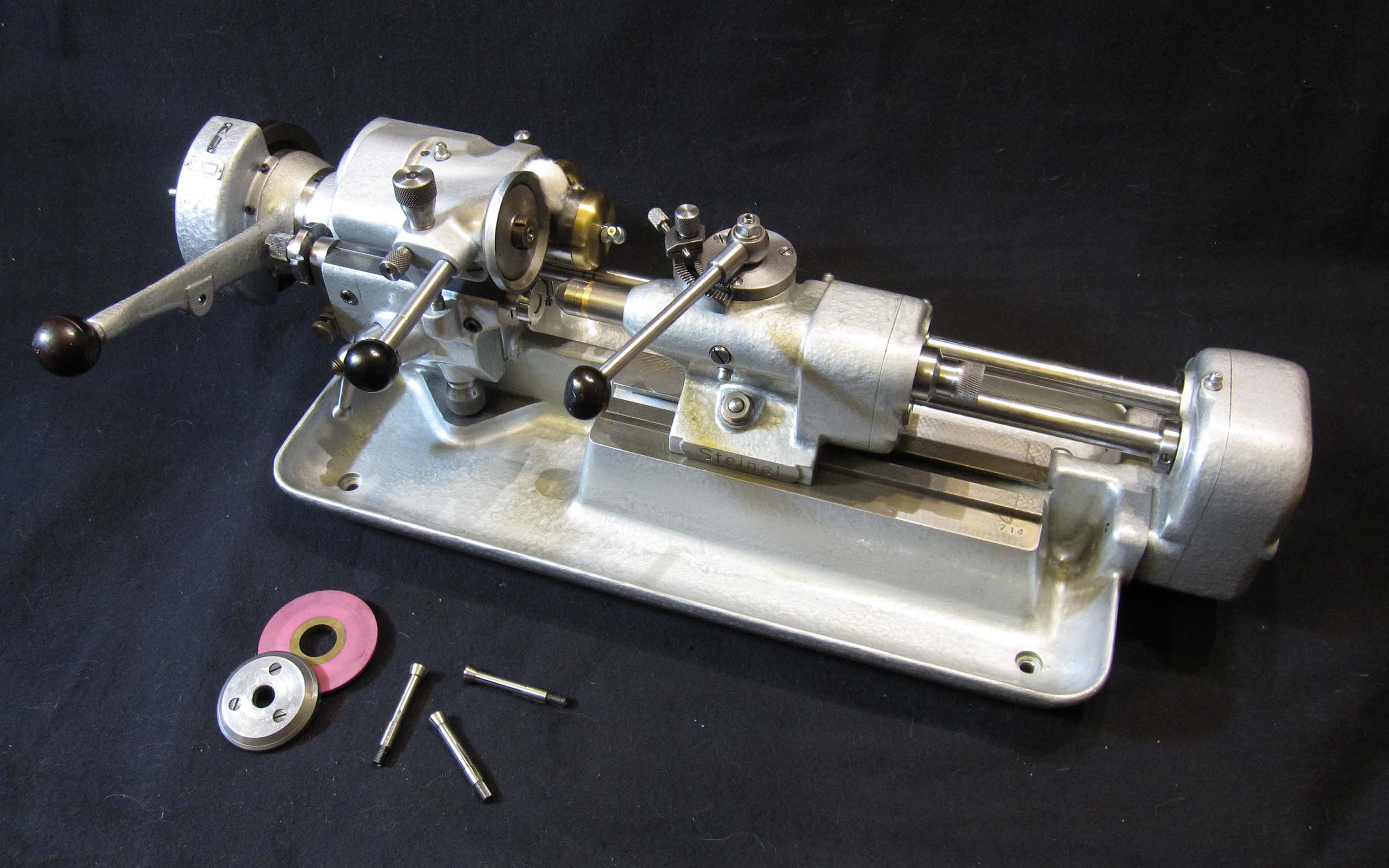
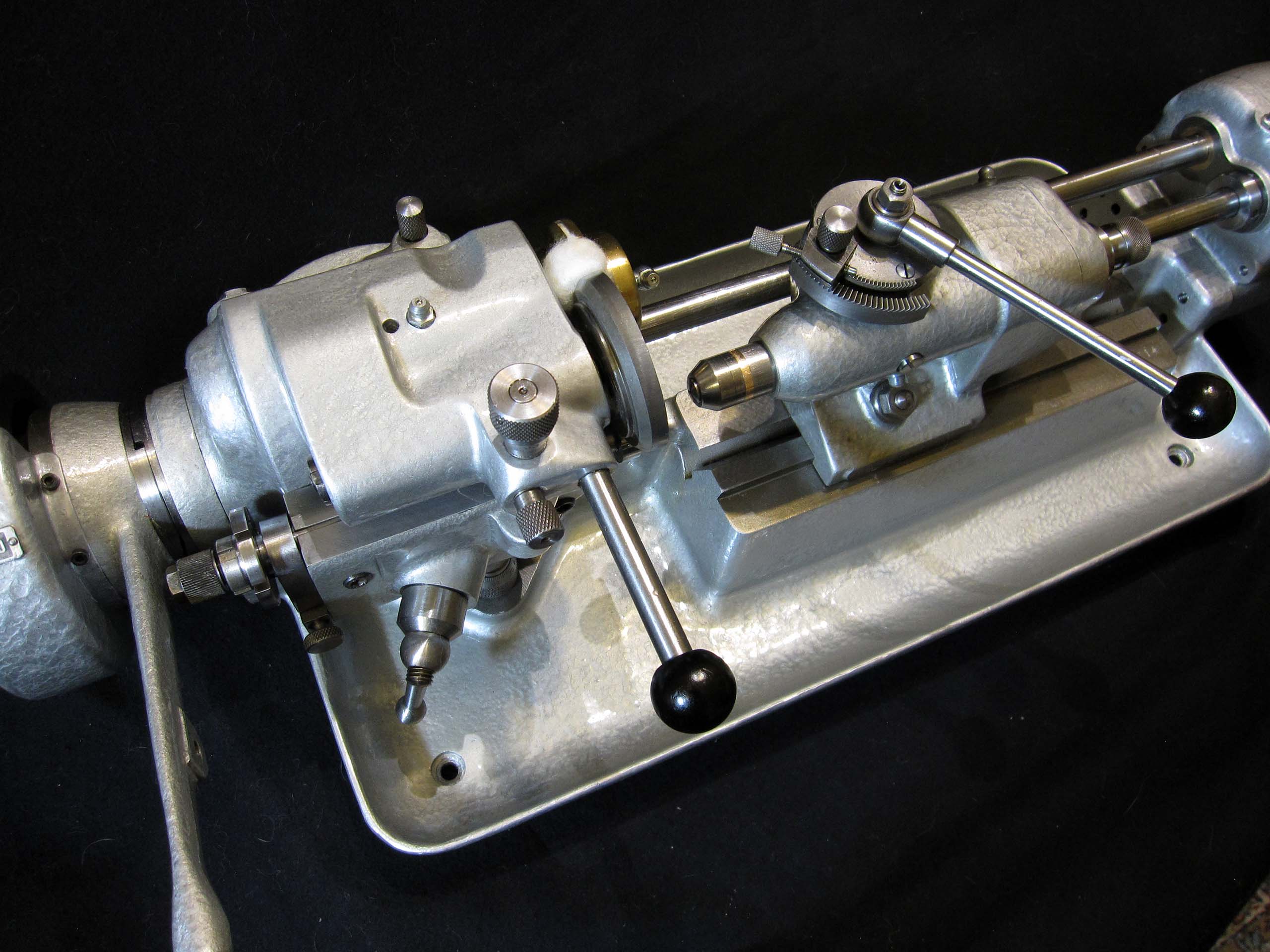
Das Rollierwerkzeug ist eine rotierende, gehärtete Stahlscheibe („Quill“), die mit einer speziellen Schleifscheibe aufgeraut wird. Sie wird mittels fein eingestelltem Mikrometer gegen die entgegengesetzt rotierende Werkstückseite abgesenkt. Die exakte Einstellung der Länge der zu rollierenden Fläche sowie das saubere Schlichten der Wellenübergänge erfolgt über einen präzisen Längsanschlag des Reitstocks.

Die Werkstücke werden mit einer Spannzange in der Spindel des Reitstocks eingespannt, die mit einer Schnellspannvorrichtung ausgestattet ist (für Serienfertigung).
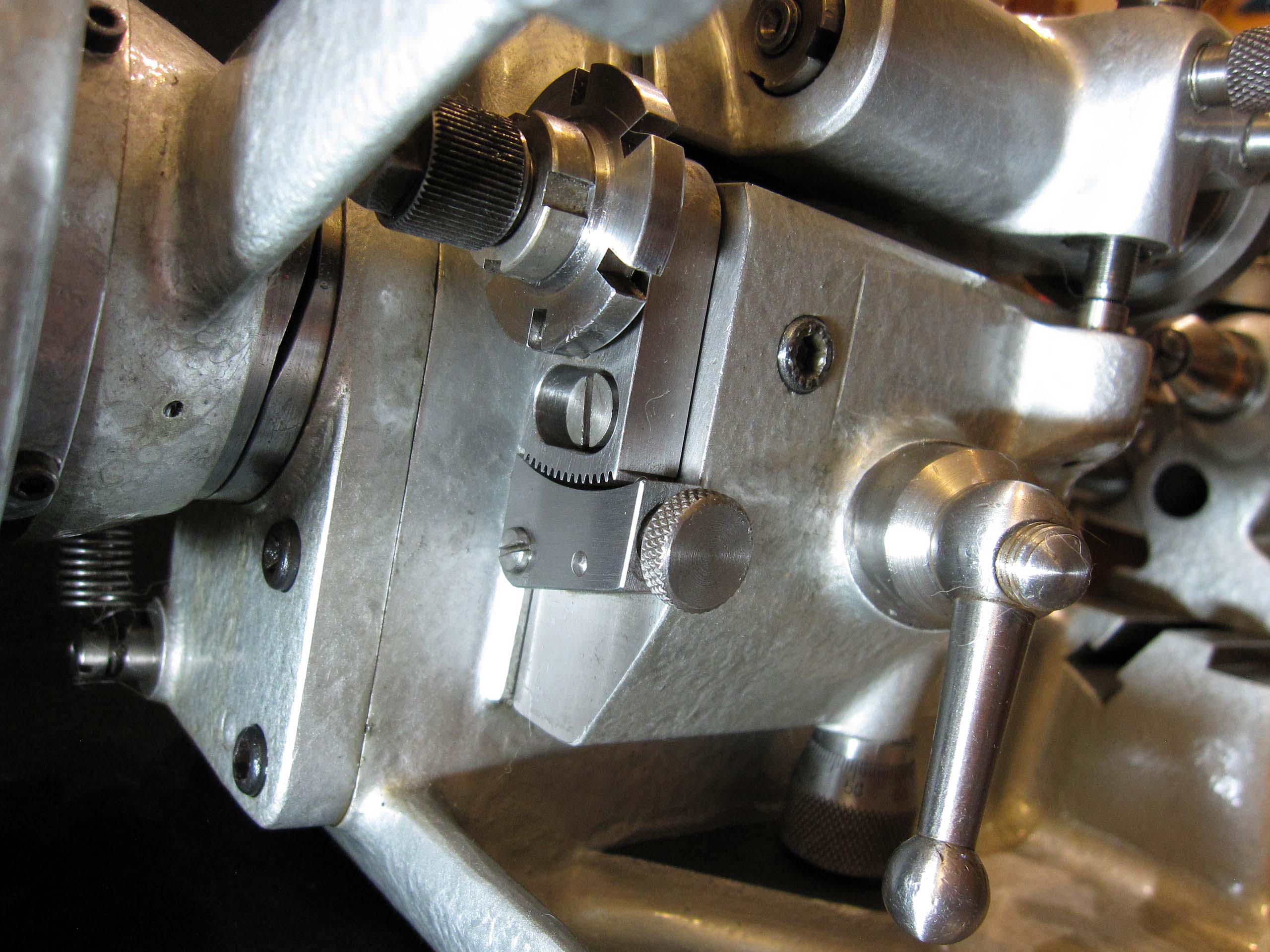
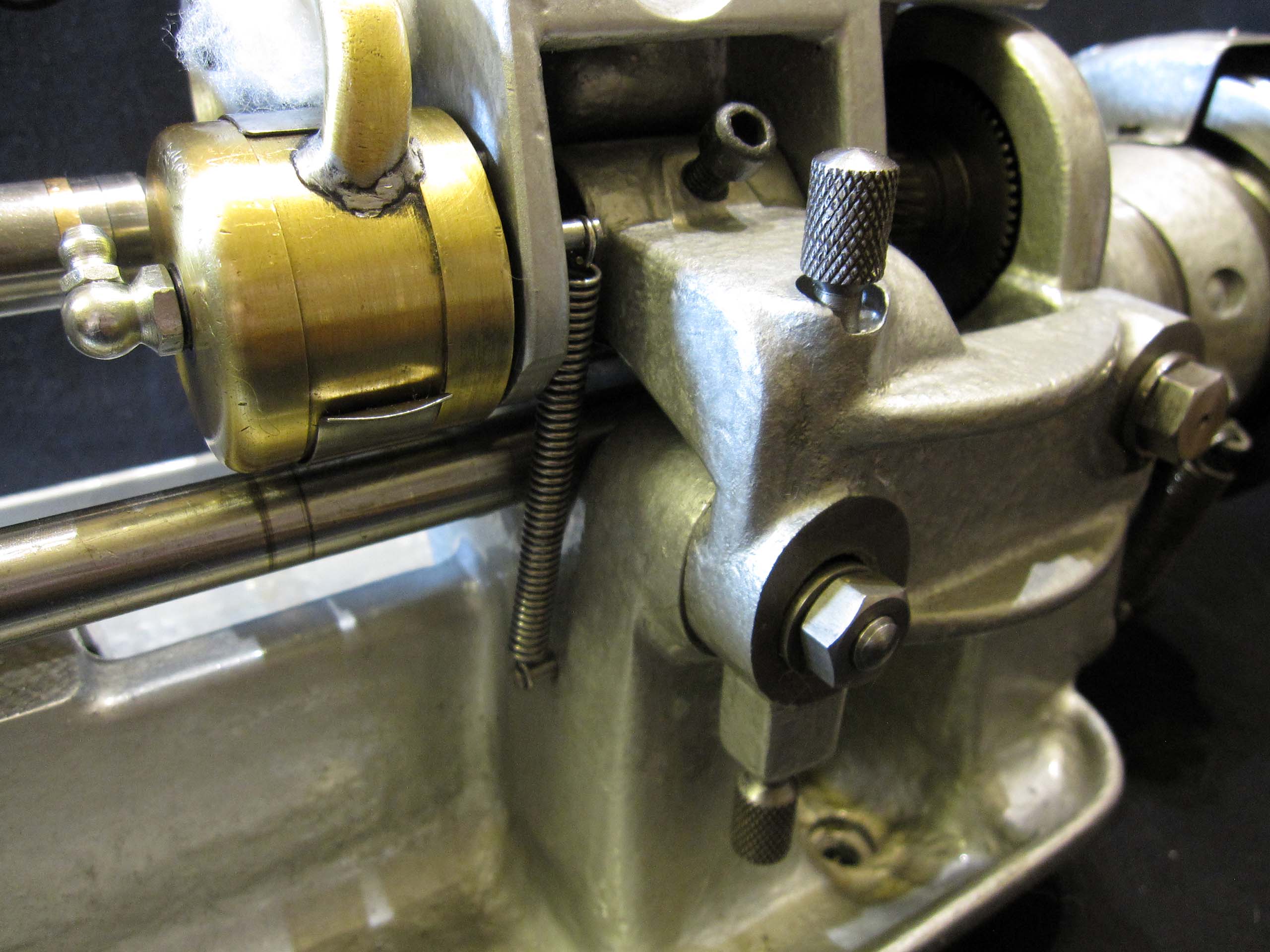
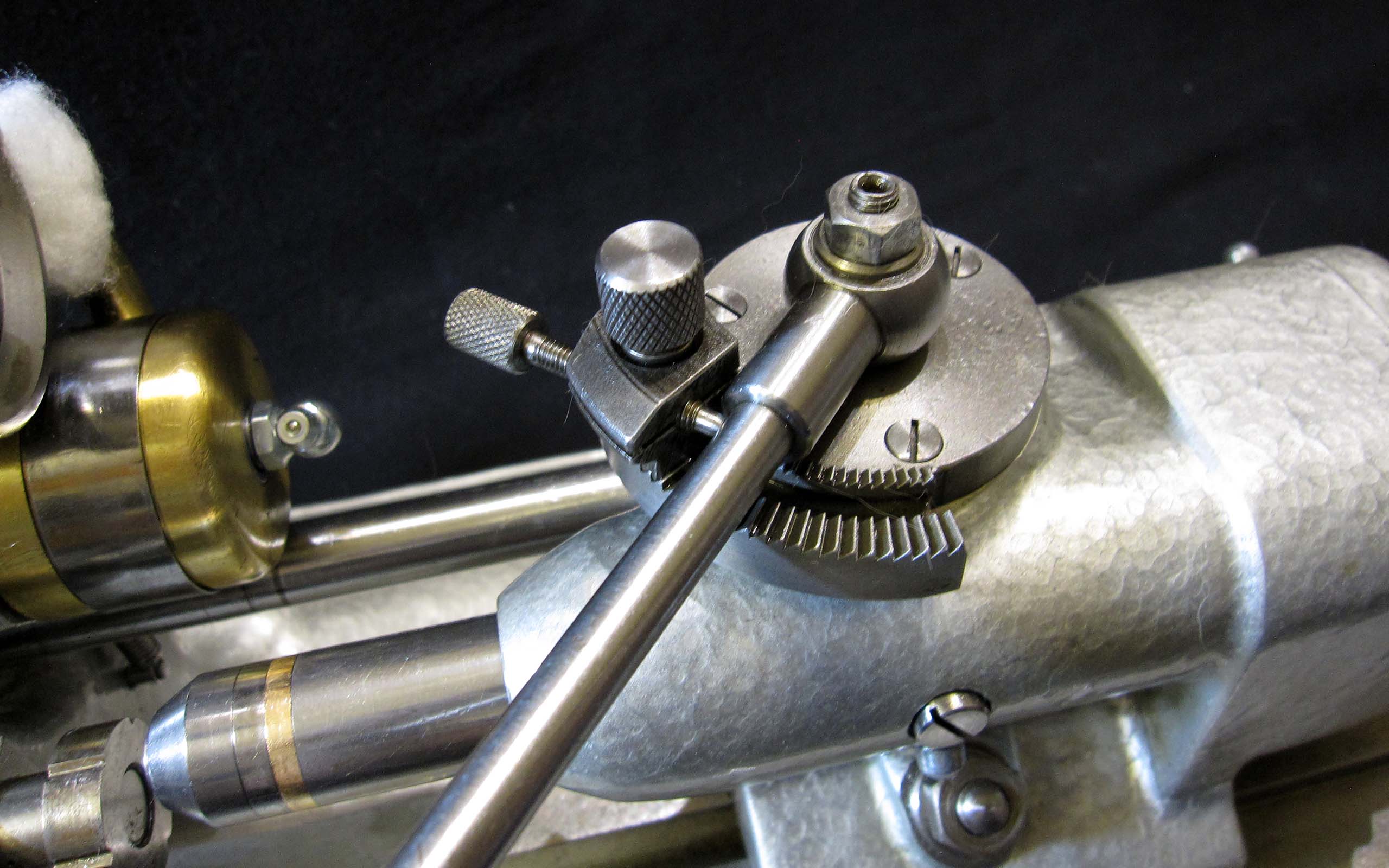
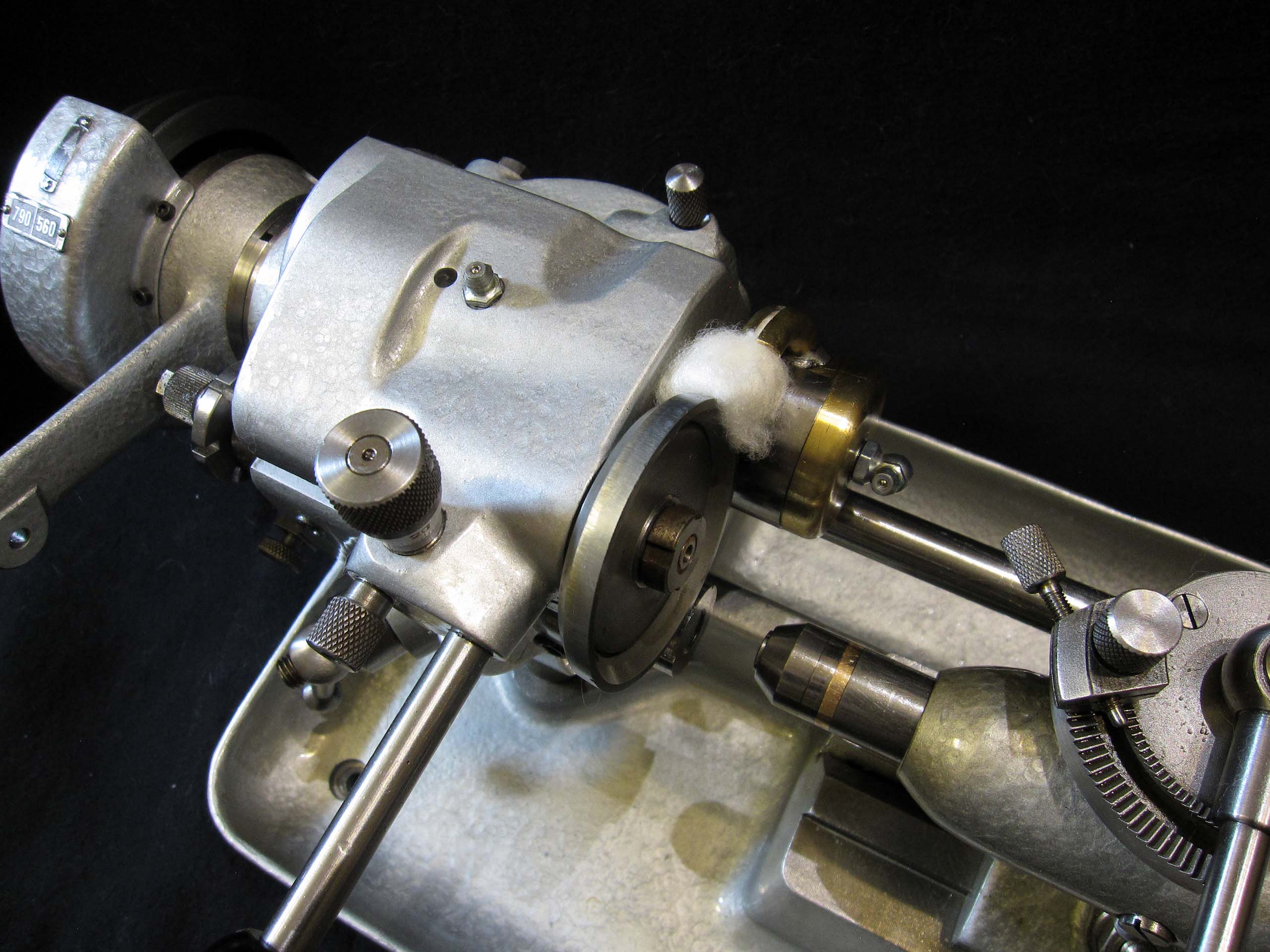
Der zu rollierende Zapfen wird durch Vorschieben des Reitstocks gegen die sogenannte Brosche (eine steinharte Auflage) geführt, die entsprechende, dem Zapfendurchmesser angepasste Aussparungen besitzt. Die jeweilige Position der Brosche wird mit einer Keilscheibe fixiert. Während des Arbeitsvorgangs wird die Rollierscheibe am Umfang mit ölgetränktem Filz gereinigt.
Die Rollierscheibe kann aus Werkzeugstahl, Hartmetall oder Keramik bestehen und eine Rauheit von 2–15 µm aufweisen. Die Rollierzeit beträgt 2 bis 40 Sekunden. Die Rauhtiefe der bearbeiteten Zapfenoberfläche liegt bei 0,2–1 µm.